通常、サポートは、gcode生成の直前に、Curaなどのgcode生成ソフトウェアで3D印刷が行われるときに作成されます。 オブジェクトをピラミッドの形で印刷する最も簡単な方法は、3Dプリンターです。 次に、次の各レイヤーは前のレイヤーの上に配置され、空のスペースにハングアップしません。 サポートを使用すると、オブジェクトのオーバーハング部分を印刷できますが、標準的なサポートは、プラスチックの消費量とオブジェクト自体からのその後の分離の単純さの点で必ずしも最適ではないため、この記事では、ツリー状のサポートを作成および適用する際の個人的な経験について説明します。
ツリーサポートの作成
自動モードのMeshMixerの場合、サポートはグラフィックプログラムによって作成されます。
3Dプリンター用のコードを生成するプログラムの場合、MeshMixerの結果はモデル自体の続きになります。
手動で作成するか、既に生成された(ちょうど)編集することができます。
ツリーサポートの利点
1.サポートの作成プロセスを完全に制御します。
2.掃除が簡単なモデル。
3.わずかな痕跡。 設定が成功すると、それらは完全になくなります。
4.特定の場合にプラスチックを節約します。
5.「ラフト」素材は不要
ツリーサポートの欠点
1.サポートが失敗する確率は比較的高いです。
2.サポートを作成するにはスキルが必要です(初めて印刷されたタスクを放置しないでください。この方法では、失敗した結果のプラスチックを節約できます)。
3.水平面のサポートには多数のサポートポイントが必要であり、プラスチックの節約を無効にすることができます。
ツリーサポートの観点
1.プリンターには、サポートを壊さずにサポートを飛び越えることができる新しい機能があります。
2.押出機が移動する順序により、Slic3rコードジェネレーターは同じことを行い、高さの移動に頼ることなく、印刷面にすでに印刷されているものをバイパスします。
適用分野
問題は明確なものではなく、モデルと材料の両方に依存します。
これまでに特定された主な傾向:
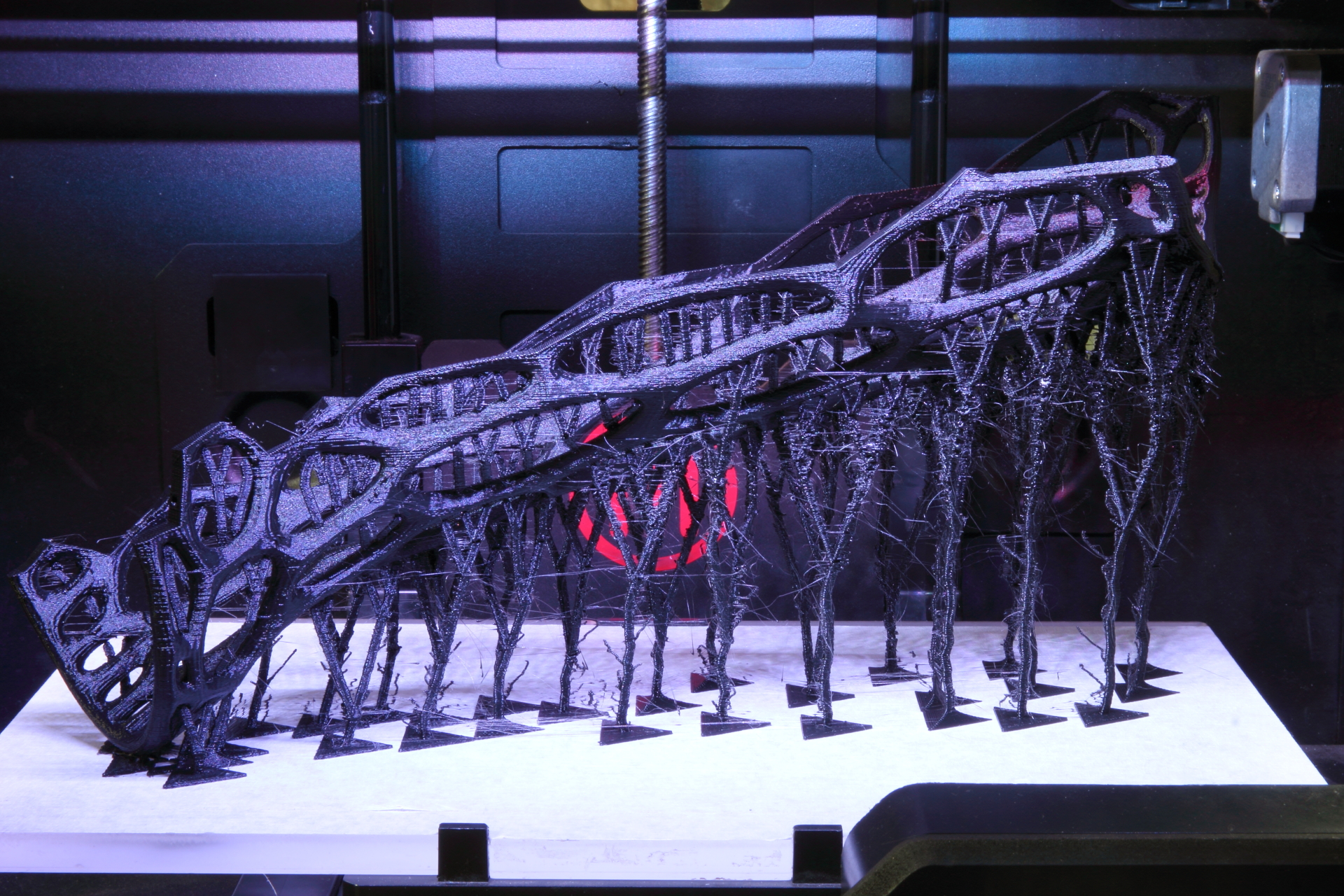
1.材料 :PLAサポートは、他のすべての要因の合計で、ABSの場合よりも良い結果を示します。 このプラスチックの特性により、層間の材料の「強度」の低下は柔軟性によって補償されます。 しかし、サポートを厚くしすぎると、サポートが破損します。 PLAは延性も特徴で、部品がこのような糸の薄いウェブに包まれているため、以前に失われたサポートは、破損の瞬間からさらに成長し、隣接するサポートからのこれらの繊維に依存します。
2.サポートの高さ別 : 高さが高いほど、ツリーサポートの効果が大きくなります。 6 mmから、依存性が増加する「無」から「非常に」に効果が大きくなります。
35 mmの高さの後、生成されたサポートは、追加のトランクを使用して、プログラム自体で独立して強化されます。

3.垂直勾配 :角度が小さいほど(つまり、オーバーハングが小さいほど)、効果は大きくなります。 また、水平(たとえば天井)の場合、プリンターはサポートポイントのグループではなく2本の線の間に「ブリッジ」を構築することを好むため、ツリー状のポイントサポートは「リニアサポート」(標準サポート)より劣ります。
4.表面のディテール :スポット、それはツリー状のサポートが多くのディテール(指、フレーム、グリッド)に適していることです。
5.比率別 :高さと幅の比率、およびベースの平面。 高さを優先する場合は、ポイントツリーのサポートが適しています。
ほとんどのコメントは投機的なものですが、依存関係や傾向の方向を明確に示して、心の中で整理し、常に印刷の経験を積み、結果に対する影響の程度を分析する必要があります。
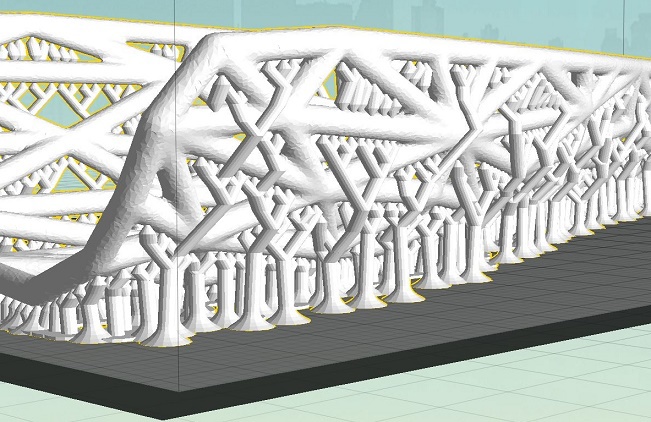
ツリーサポートの作成
ツリーサポートは、プログラムを生成せずに、グラフィックプログラムで簡単に作成できます。 しかし、プログラムでは、これはMeshmixerに実装されています。 www.meshmixer.com/index.html
関数自体は、2つの異なるモードでプログラムに実装されます。[2]ソリッドキーに変換する場合としない場合です。
Overhands機能を使用すると、3D印刷との互換性のすべてのパラメーターに従ってモデルを分析することにより、すぐに「ツリー」を設定できます。

そして、「プリンターのワークスペースでのモードモデルの場所」に移動して、サポートを作成できます。
どちらの場合も、規制当局で十分です。 結果に対するそれらのいくつかの影響は、経験的に明示的かつ決定的にまだ特定されていません。
ただし、一部の規制当局は、サポートの生成と印刷の準備のプロセスを大幅に加速できます。
最初に減らすことは、辺の数を最小= 3にすると、サポートが三角形になり、実験が速くなります。
これは、「Advanced Support」展開メニューで行われます「Post side」値。
作成-サポートの生成は、ボタン[1]を押した後にのみ行われます。 また、新しいパラメーターは、古いパラメーターを削除して新しいパラメーターを生成した後にのみ適用されます。
複数の実験により、提案されたパラメータの変化についてかなり明確なアイデアを得ることができます。
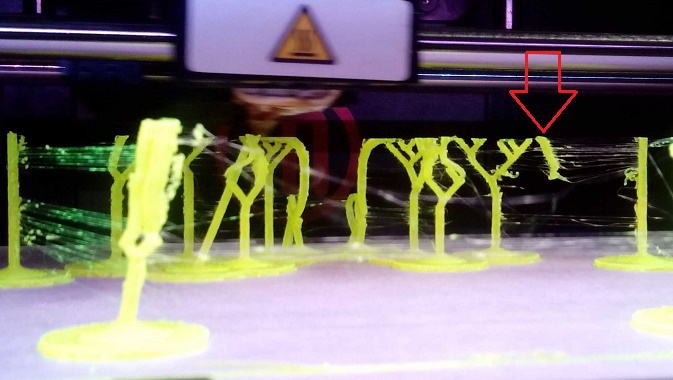
このような実験では、プリンター自体が物理的に印刷できないものを見失うだけです。これらはサポートの鋭い端です。 モデルは単にハングし、サポートの先端はターゲットサーフェスに到達しません。
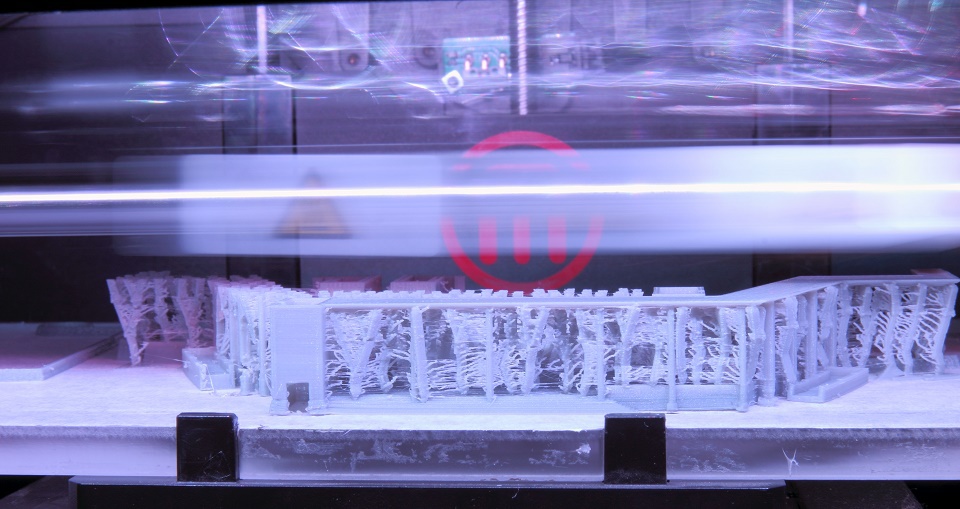
非常に詳細には、モデル全体をサポート付きのテーブルの上に上げるのが理にかなっています。これにより、サポートの柔軟性による温度収縮を補正できます。 冷却された部品は圧縮され、印刷中にテーブルから外れることはありません。

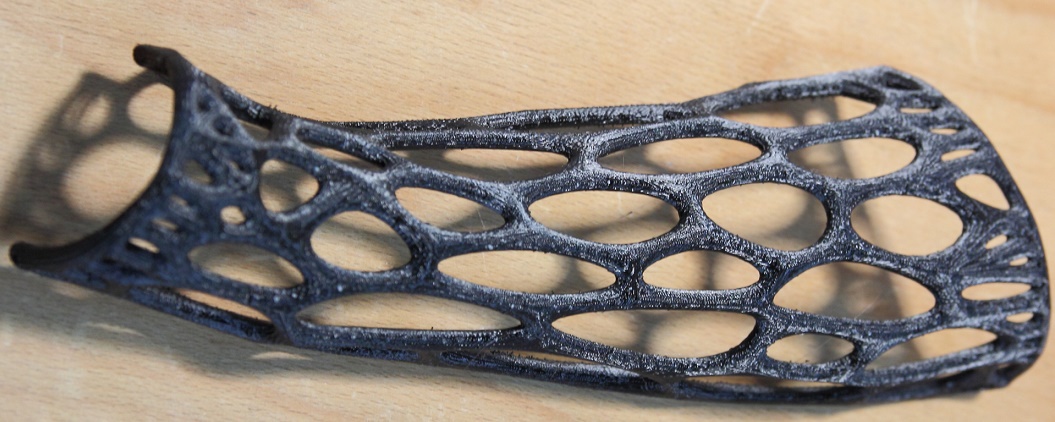
この効果は、主に中空およびフレーム(ワイヤフレーム)モデルで顕著です。
おわりに
この方法は、設定ではシンプルですが柔軟なツールであり、印刷の可能性を広げ、プラスチックを節約し、部品を洗浄する時間を節約します。 開発の見通しで。 結合する機能を提供します。
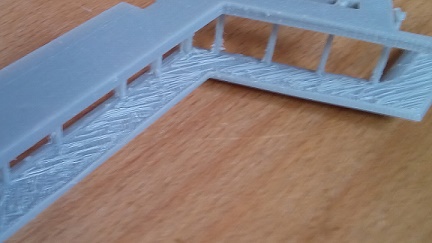
PS写真のモデルの問題を予測します。 これは、 Campus Navigatorの内部プロジェクトの1つであるプラスターの一部です。