
この記事では、従来の成形技術と、 3Dプリンターを使用してどのように変化するかについて説明します 。 そして最も重要なこと-市場にある既存の3Dプリンターは、今日のそのような生産での実装に適しています。
目次
キャストについて
従来の技術との比較
付加技術鋳造アルゴリズム
適用分野
鋳造モデル用の3Dプリンターおよび3D印刷テクノロジー
FDM(FFF):預金
PICASO 3D Designer X
SLS-選択的レーザー焼結-選択的レーザー焼結
セントロールSS600G
SLA-光造形レーザー装置-レーザー光造形
Zrapid iSLA1100
DLP-デジタル光処理
FlashForge Hunter DLP
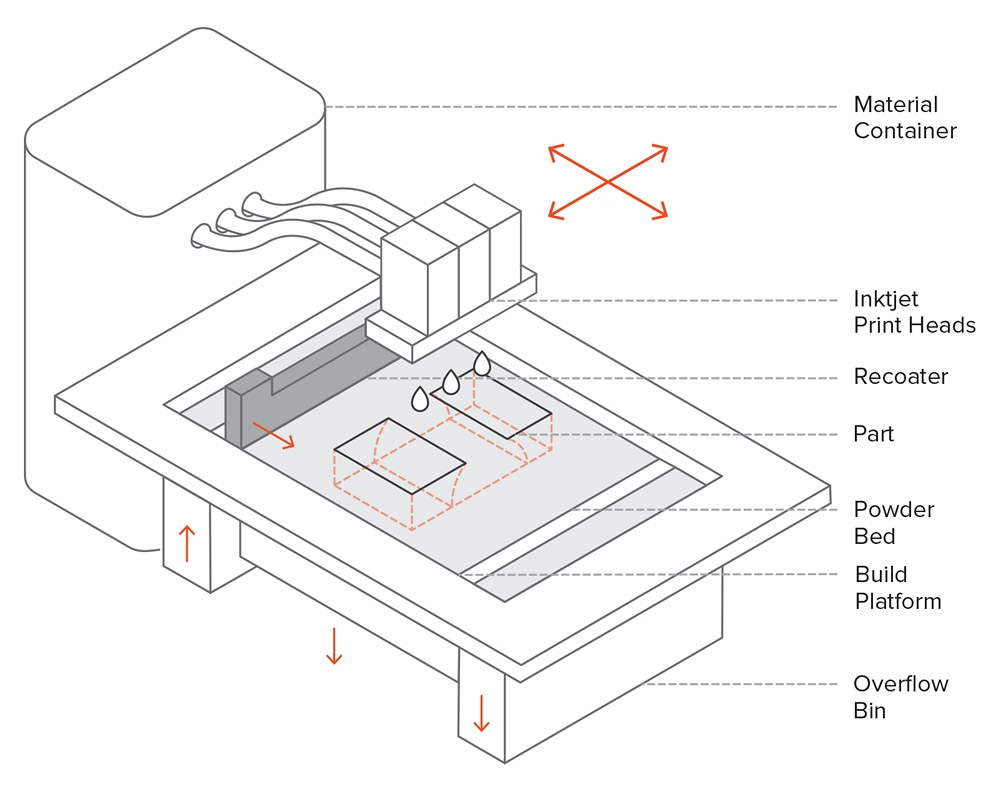
ボクセルジェット
ボクセルジェットVX 1000
金型を作るための3Dプリンター
バインダージェットテクノロジー-バインダーアプリケーション
セントロールSB1000
金型印刷SLS
3Dソーラー印刷
まとめ
キャストについて
鋳造工場の最終製品は鋳造品であり、将来の部品またはワークピースです。 質量は数グラムまたは数百トンです。
これは、工作機械工場で行われる方法です。
生産における鋳造の使用に関する次の特徴は区別できます。
- 数グラムから数百トンの重量、複雑な形状、さまざまな機械的および動作特性を備えた製品を入手する能力。
- 材料または寸法が他の方法で作成することを不可能または不利益にする製品を入手する可能性。
- 体積ホットスタンプまたは鍛造によって得られたブランクとは対照的に、鋳造品は最終製品にできるだけサイズと形状が近くなっています。
従来の技術との比較
従来の鋳造プロセスでは、マスターモデルは手動または機械加工で作成できます。 手動では、一部のフォームを実装できません。 マスターモデルの製造には、5軸CNCマシニングセンターが使用されます。これにより、可能なさまざまな形状が大幅に増加しますが、そのようなワックスまたはマスターモデルのコストは著しく増加します。 この鋳物の製造方法は大量生産に関連しており、中小規模のシリーズではほとんどの場合経済的に非現実的です-ここでは3Dプリントの使用がより合理的です。

モデルのコストが作成されたコピーの数に依存することを示すグラフは、付加技術の使用の有効性を示しています。
付加技術鋳造アルゴリズム
あらゆるファウンドリの技術者が直面する課題の1つは、ワークを加工するための労働集約的な操作を最小限に抑えることです。 これは、鋳造が必要な部品のパラメーターに可能な限り近い必要があるという事実によって解決され、時間とお金も節約されます。 ここでは、鋳造技術の従来の最初のステップをバイパスして、製造プロセスを加速することを可能にする付加技術の人に、革新が助けになります。 メーカーは、必要な鋳造モデルまたは金型を一度の操作で入手できます。
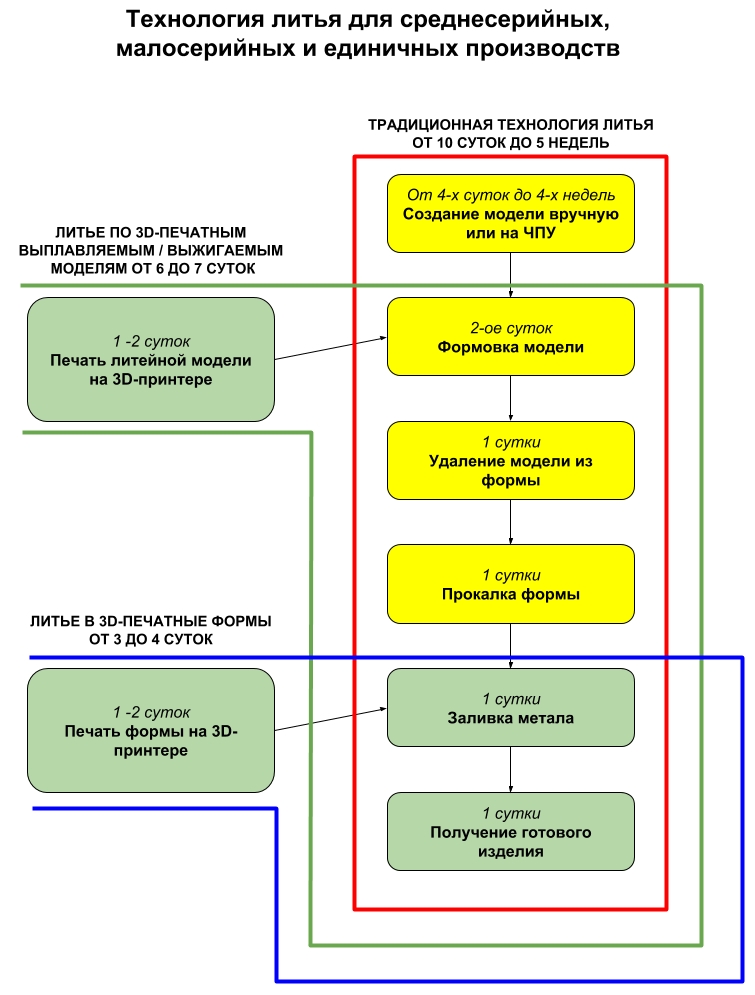
赤の領域-従来の鋳造プロセス、緑と青-添加剤技術を使用した成形-生産時間は2〜6倍短縮されます。
多くの現代産業ですでに導入されている製品の直接印刷は、従来の鋳造よりも経済的な観点からより高価です。 そのため、製錬と燃焼用のモデルの3Dプリンティング、および鋳造の準備が整った金型とコアの合成が特に重要です。
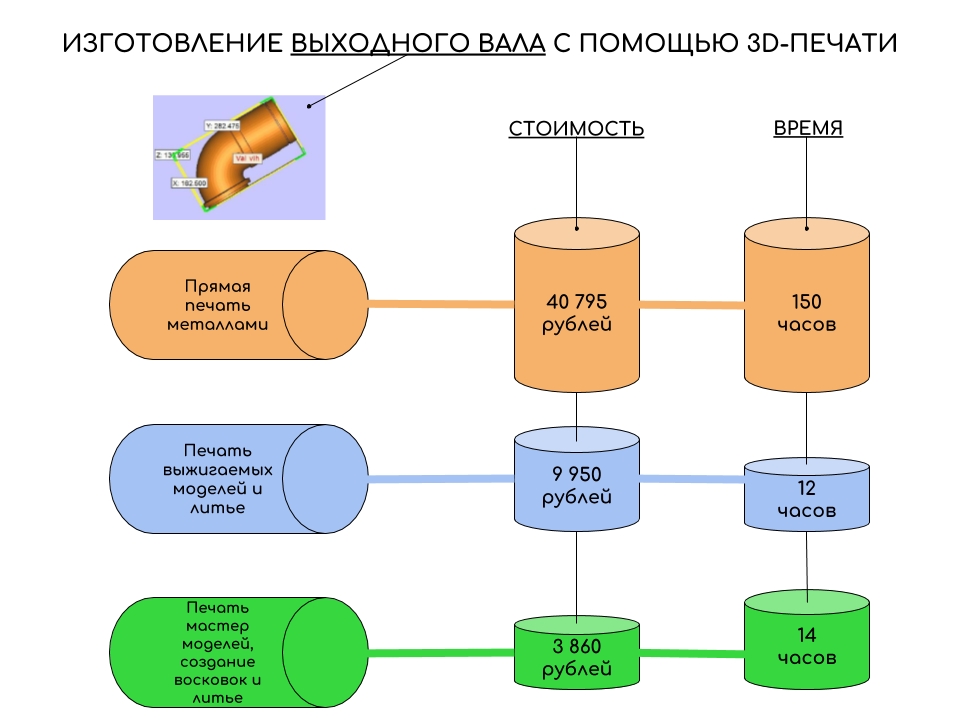
添加剤射出成形は、直接印刷よりも経済的です。
適用分野
3Dプリントされたマスターモデルと射出成形金型は、宝石企業、歯科製品および整形外科製品の製造、設計局、研究開発、トレーニングセンター、プロトタイピングセンターで使用されています。
アディティブテクノロジーの使用の結果として得られる幾何学的に複雑な鋳物は、複雑な形状の異常な小道具を迅速に製作する必要がある場合に、映画やテレビで使用されます。

映画「Coordinates:Skyfall」のエージェント007のアストンマーティン1960 DB 5モデルは、付加技術を使用して作成され、スタントシーンで元の車を保存します。

風景は、3Dプリンターで印刷された砂型を使用してキャストされます。
鋳造モデル用の3Dプリンターおよび3D印刷テクノロジー
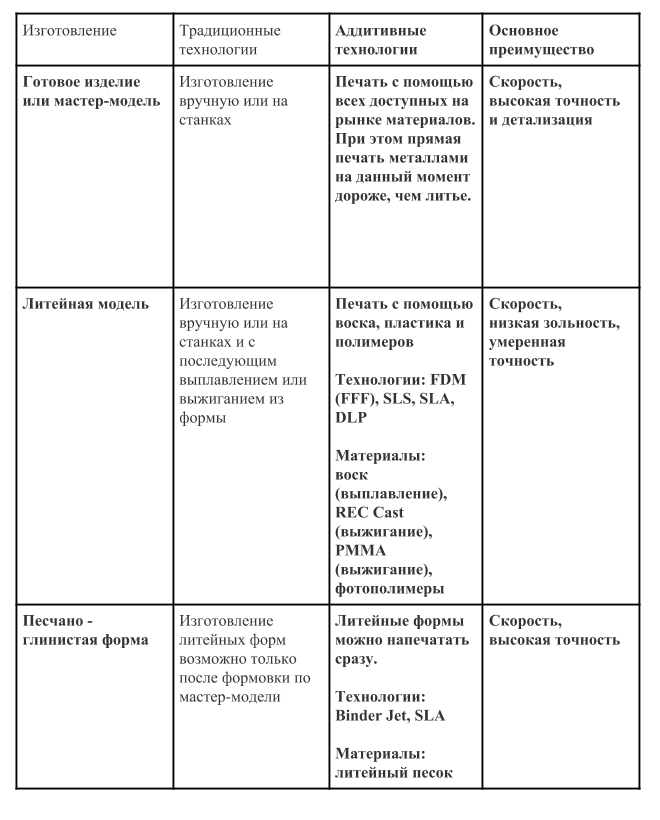
射出モデルを取得するには、3D印刷技術FDM(FFF)、SLS、SLA、DLPを使用します。 これらのテクノロジーを使用すると、その後の製錬またはその周囲に形成された金型の焼き出しに必要なモデルを印刷できます。 ロストワックスモデルには、燃焼したモデルにはワックスが使用されます-PMMA、CASTプラスチック、特殊なフォトポリマー。
このようなソリューションを使用する主な利点は、金型などの特別な機器を準備する必要がないこと、および燃え尽きるときに材料の灰分が少ないことです。 準備された3Dモデルはすぐに印刷用に送信され、少し後処理した後、使用できる状態になります。
FDM(FFF):預金
付加技術の専門家やアマチュアに広く知られている、追加の説明を必要としない3D印刷の方法。
燃え尽きたモデルのFDM印刷用のフィラメントの材料は、特殊なプラスチックまたはワックス含有量の高い複合材です。
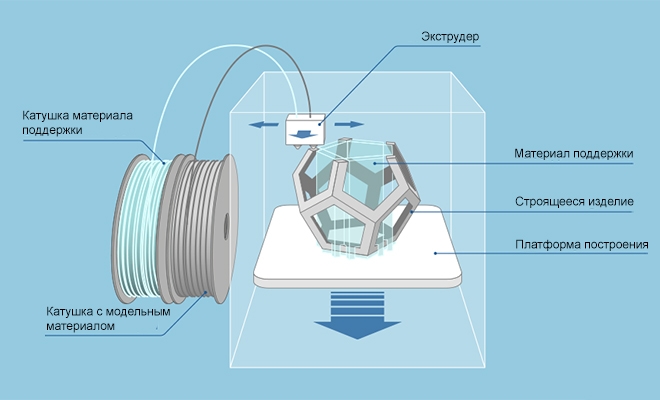
主要デバイスFDM(FFF)-プリンター。
FDMテクノロジーを使用した3D印刷プロセス。
PICASO 3D Designer X
PICASO 3D Designer X -200x200x210 mmの構造面積を持つFDMプリンター。ABS、PLA、HIPS、PVA、ULTRAN 630、ULTRAN 6130、ASA、ABS / PC、PET、PC、摩擦、鋳造、リラックスなどの材料で印刷可能、ETERNAL、FLEX、RUBBER、SEALANT、PETG、AEROTEX、CERAMO、WAX、SBS、SBS PRO、PROTOTYPERSOFT、PRO-FLEX、TOTAL PRO、NYLONおよびPEEK、最高速度100cm³/ h、層厚10ミクロン。
SLS-選択的レーザー焼結-選択的レーザー焼結
複雑な形状、中程度の精度、比較的大きな寸法のマスターモデルの製造に使用されます。
仕組み:窒素などの不活性ガスで満たされた作業室で、ローラーがプラットフォーム上で粒径50〜150ミクロンのポリスチレン粉末を転がします。 新しい層は、CADモデルの「ボディ」の断面上でCO2レーザー(温度100〜120℃)で焼結されます。 さらに、作業台を0.1〜0.3 mm下げてから、次の層を印刷します。

SLSプリンターの主要デバイス。
材料自体が基準である周囲の粉末であるため、印刷モデルはサポートを必要としません。 未使用の材料は再利用されます。
このようなプリンターで得られたモデルは、金型材料で満たされ、それから焼成炉で燃やされます。 燃焼により可燃性ガスが放出されるため、中和する必要があります。 焼失モデルの灰で金型を詰まらせる危険があります。その製造のための材料は、100分の1パーセントという低い灰分で取られているためです。

左側はポリスチレンの3Dプリントモデル、右側はアルミ鋳造
セントロールSS600G
Sentrol SS600G - 600 x 400 x 400 mmのビルドエリア、26cm³/ hの速度で印刷、XYで300ミクロン、Zで250ミクロンの精度のSLS 3Dプリンター
SLA-光造形レーザー装置-レーザー光造形
印刷プロセスはSLSに似ていますが、粉末材料ではなく液体です。 UVレーザーは、選択的に層ごとに硬化する材料に作用します。
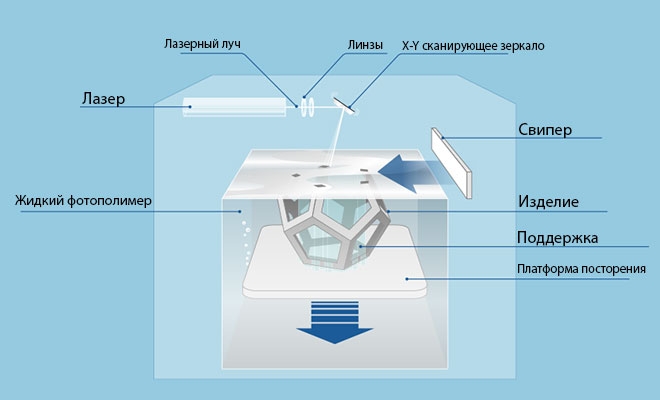
材料として、感光性樹脂とフォトポリマーが使用されます。 作業台は(光源の位置に応じて)下降または上昇し、液体は所定のポイントでレーザーによって重合されます。 使用済みの液体材料は、粉末の場合と同様に、後続のモデルの印刷に再利用できます。
SLAテクノロジーを使用した3D印刷プロセス。
結果として得られるモデルは、表面品質が高く、これにより、さらに加工することなく行うことができます。

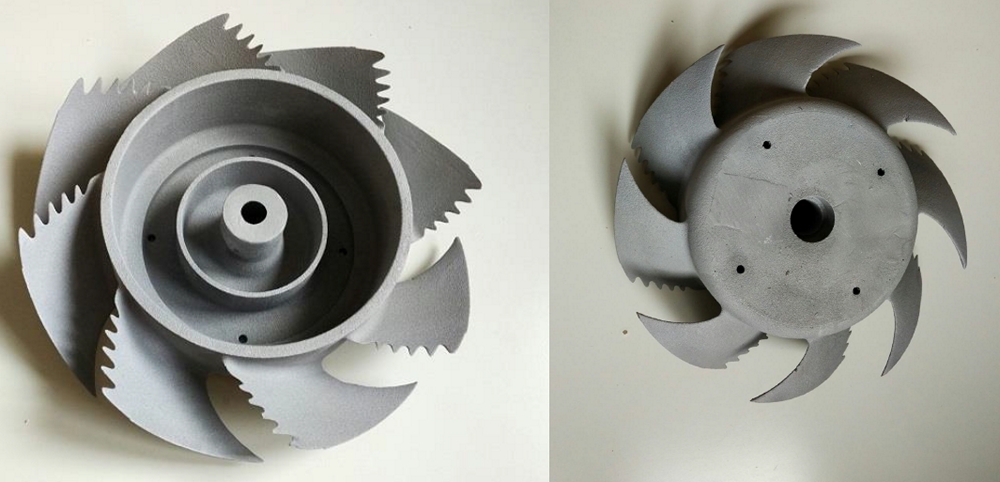
ジェットプロペラ用インペラのプラスチック製ステレオリソグラフィーモデル(左上)、それらから作られたワックスモデル(左下)、および完成した金属鋳造(右)。

左側がSLAモデル、右側がシルバーキャストです。
Zrapid iSLA1100
Zrapid iSLA1100 3Dレーザープリンターは、サイズが最大600x1000x1000 mmのオブジェクトを100〜230グラム/時間の速度で印刷します。
DLP-デジタル光処理
フォトポリマーの硬化には、DMDチップに基づくDLPプロジェクターが使用されます。 これは、UVレーザーを使用するSLAテクノロジーとの主な違いです。 もう1つの違いは、レイヤー全体が投影され、すべてのピクセルが同時に投影され、レーザービームによって描画されないため、プロセスが高速化されることです。

2つのマイクロミラーを備えたDMDチップ。
このようなプリンターで印刷されたモデルには、サポートの取り外しとUV処理が必要です。 つまり、このテクノロジーを使用して取得したモデルの後処理は、SLAテクノロジーを使用して印刷するものと変わりません。
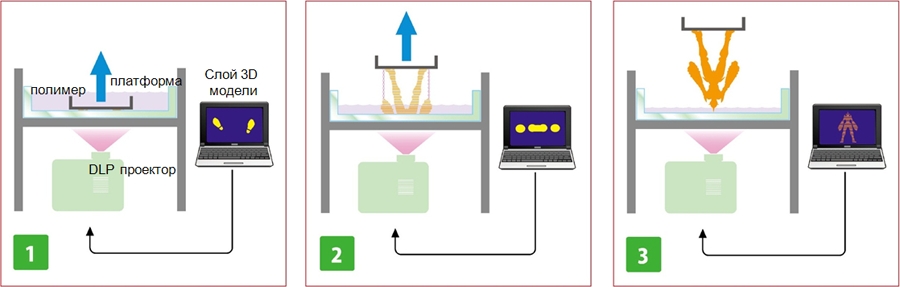
DLP印刷プロセス。
特定のレイヤーの印刷に応じた、DLPプロジェクターの光点。
DLP印刷では、モデルをより高速に取得できますが、SLAプリンターよりも表面が滑らかではありません。

SLA(左)およびDLP(右)。

SLAテクノロジーとDLPテクノロジーで印刷する場合の詳細の違い。
FlashForge Hunter DLP
FlashForge Hunter DLPは、層の厚さが25〜50ミクロンで、印刷領域が120x67.5x150 mmのDLPプリンターです。

FlashForge Hunter DLPプリンターを使用して作成された印刷モデルと完成品。
ボクセルジェット
ボクセルジェットは、同じ名前のドイツの会社によって開発された、プラスチック粉末または砂の層ごとの結合の方法です。 対応するバインダージェットは、砂でのみ動作します。
同様の3Dプリンターは、MJとSLSテクノロジーの組み合わせの結果として生まれました。 材料としてPMMAを使用すると、燃焼可能なモデルを取得できます。 PMMA-ポリメチルメタクリレート(単純な場合)-粉砕されたプレキシガラス、85μmの断片。 プリントヘッドは、作業台の上に厚さ100〜150ミクロンの粉末の層を置きます。 次に、バインダーが適用され、その上にパウダーの層が再び置かれます。 したがって、必要なモデルが完全に製造されるまで、プロセスが繰り返されます。 砂の場合、射出成形金型を入手します。

SLAテクノロジーと同様に、Voxeljetモデルは精密鋳造に適しています。
PMMAモデルの鋳造、後処理なし。
ボクセルジェットVX 1000
Voxeljet VX 1000は、1060 x 600 x 500 mmの印刷領域、100ミクロンの層厚、0.3%の精度、最大36 mm / hの垂直速度を提供します。
金型を作るための3Dプリンター
Binder JetとSLSテクノロジーを使用して、高品質の金型を迅速に取得できます。 これらの技術を使用する3Dプリンターは、特殊な鋳物砂から金型を印刷します。
バインダージェットテクノロジー-バインダーアプリケーション
このテクノロジーにより、追加の処理を行わずに、複雑な砂のジオメトリをジオメトリに印刷できます。 印刷後、すぐにキャストを開始できます。 Binder Jetテクノロジーの主な利点は、このようなプリンターの動作に特別な条件が必要ないことです。つまり、室温で印刷が可能です。
Binder Jetテクノロジーを使用した印刷プロセス。
材料、この場合は砂は、ローラーを使用して作業台に分配されます。 さらに、プリントヘッドは、粉末の上に接着剤を塗布します。 プラットフォームはモデルレイヤーの厚さ分だけ低くなり、砂が液体に接続されている場所にオブジェクトが形成されます(つまり、接着剤で)。 未使用の素材は、SLSテクノロジーとの類推により、将来のモデルをサポートします。
Binder Jetテクノロジーを備えた主要なプリンターデバイス。




バインダージェット技術を使用して印刷された金型。
セントロールSB1000
Sentrol SB1000 3Dプリンターは、Binder Jetテクノロジーを使用して、100ミクロンの層厚、0.0625 mmのXY精度、および120x67.5x150 mmまでのモデルサイズで印刷します。
金型印刷SLS
前述のSLSテクノロジーとの主な違いは、印刷材料としてポリマーで事前に被覆された鋳物砂の使用です。 材料はレーザーで焼結され、洗浄されます。 得られたフォームは、硬化のために焼成炉に入れられ、300-350°Cの温度で行われます Binder Jetとの主な違いは、完成した金型の詳細度です。 ただし、追加の処理が必要なため、完成したフォームを取得するには時間がかかります。
3Dソーラー印刷
ところで、もう一つの興味深い砂印刷技術があります-ソーラーシンター。 ドイツのエンジニア、デザイナー、アーティストであるマーカス・カイザーによって開発されました。 ソーラー3Dプリントは、精度は非常に低いですが、砂型の作成に最適です。
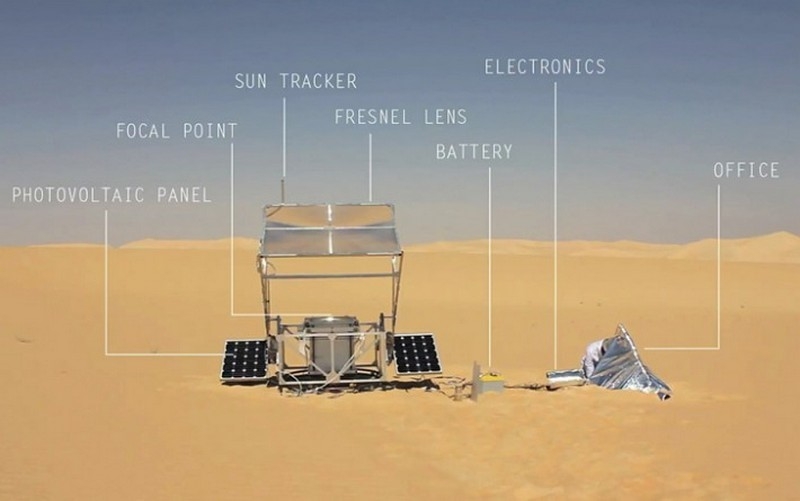
砂漠で印刷する場合は、オフィスを持ち歩く必要があります。 マーカスカイザーは、反射コーティングが施されたピラミッド型のテントを提供しています。暑い日差しからの優れたシェルターです。
あなたの会社が砂漠にある場合、これは最良の選択肢です。砂と日光の周りで、標準的な9時間のシフトで利用できます。 プリンターをコンピューターに同梱するだけです。 プリンターにはフレネルレンズが装備されています。フレネルレンズは太陽光をビームに集中させ、1400〜1600°Cの温度の砂を溶かすことを可能にします。 太陽の位置を追跡し、レンズをそれに向けるソーラートラッカー。 設置の電気駆動装置に電力を供給するためのフォトセル。 主なプラスは、電気、材料、レンタルスペースの節約です。 しかし、おそらくもっと重要なのは、概念主義です。
ソーラー3Dプリンターで印刷するプロセス。
このようなプリンタは、アプリケーションの仕様と、結果として得られるモデルの精度が低いため、産業のニーズにはほとんど使用できません。 しかし、芸術家や職人にとって、それは本当の発見になるでしょう。 おそらく、金型を印刷することは疑わしい職業ですが、美術品はまさにそれです。
ソーラー3Dプリンターの作業エリアからモデルを削除するには、テーブルスプーンを使用します。 プラグを使用できますが、速度は遅くなります。
しかし、真剣に-技術が次にどこに行くのか誰が知っていますか? 時々、クレイジーなプロジェクトが新しい可能性を開きます。
まとめ
3Dプリンティングの導入により、 鋳造プロセスが安価で高速になり、結果の鋳造の精度を損なうことなく、複雑なジオメトリとさまざまな寸法のモデルと金型を製造できます。
FDM(FFF)、SLS、SLA / DLP、Voxeljetテクノロジーを使用するプリンターを使用して、ロストモデルおよびワックスモデルを取得することをお勧めします。 使用される材料の灰の割合は低く、印刷モデルは、手動またはCNCマシンを使用して生成するよりも高速です。

ロストワックスモデルを使用して鋳物を製造するプロセスチェーンの例。
適切な材料を使用したバインダージェットおよびSLS印刷技術は、金型の作成に適しています。
設計モールやパイロットプラントなど、将来の鋳造のためにマスターモデルまたは金型を可能な限り安価かつ迅速に入手する必要がある場合、 付加成形技術が適用可能です。 また、量産にも適用できます。ミクロン単位の精度が不要な場合、作業の速度とコストの違いにより、CNCフライス盤での加工よりもはるかに魅力的です。
すでに、 金属またはプラスチックから鋳造物を注文し、鋳造物に3D印刷を適用した結果を確認できます。
Top 3D Shopのファウンドリまたはファウンドリ装置に統合する3Dプリンタを選択できます。
3Dテクノロジーの世界からもっと興味深いニュースが必要ですか?
ソーシャルで購読してください。 ネットワーク:



