経験を共有し、メカニクスの研究から電子機器の動作原理から完成した実験用機械の製造に至るまでのテスト設定の作成方法についてお話したいと思います。 設置の特徴は、アマチュア電子機器によって制御され、DIYデバイスと工業デザインの接合部にあることです。
私は、新しい材料とコーティングが開発されている機械工学の材料科学科で学びました。 ご存じのように、材料の重要な指標の1つは耐摩耗性です。 材料の耐摩耗性のさまざまなタイプのテストには、多くのGOSTがあります。 これらのGOSTの 1つ( GOST 23.208-79 )には、緩く取り付けられた研磨粒子の材料のテストが含まれます。 はい、問題は次のとおりです。標準はありますが、そのようなインストールを作成している人はいません。 私の仕事は、GOSTに基づいてテストを実行できる施設を作成することでした。さらに、「昨日は必要です」という永遠の加速テストを行いました。 このようなマシンの作成についてお伝えしたいのですが...
機能分析と技術研究により、以下のデバイスのスキームが誕生しました。
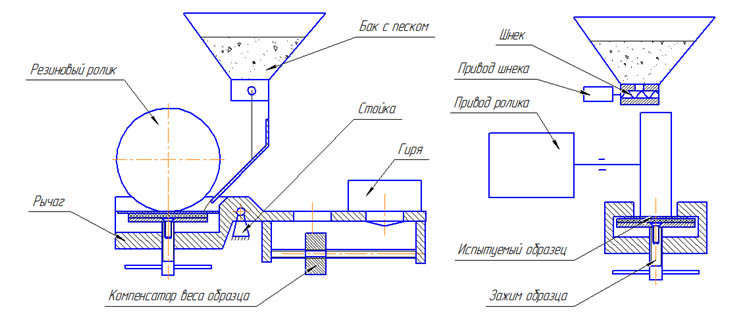
クランプを使用して、テストサンプルをレバーに固定します。 ねじの重量補正器を動かすと、レバーが平衡状態になります。 レバーの穴の1つに校正済みの重りを取り付けることにより、既知の力でサンプルをローラーに押し付けます。 スクリューが回転すると、砂がローラーとサンプルの接触ゾーンに入ります。 ローラーが回転し始め、サンプルを研磨します。 テストの最後に、サンプルの質量損失が測定されます。 減量により、素材がどれだけ耐摩耗性があるかを判断できます。 テスト手順の詳細は、 GOST 23.208-79に記載されています。
制御電子機器
エレクトロニクスの観点からのタスクは非常に簡単です。2つのドライブを制御し、ローラードライブの回転速度を±2 rpmで一定に保ち、ローラーの回転数をカウントする必要があります。 設定されたサイクル数(ローラーの回転)が完了したら、テストを停止します。 タンク内の砂のレベルを制御するのもいいでしょう。 管理者の側では、プラント管理の実装のための多くの異なるオプションが提案されました。 それらはすべてこのようなものに煮詰められました:

http://electronics-lab.ruから撮影した画像
ディスプレイ、メニュー、さまざまな操作モード、その他の便利な機能を備えた最新レベルの操作パネルを作成したかったのです。 唯一の問題は、私がマイクロコントローラーを使ったことがないので、当然、部門は部門の側でシステムを開発するための資金を割り当てなかったことでしょう。 シンプルで安価なソリューションを探して、多くの既製のソリューション、レッスン、例、ドライバー、コードを備えた国内プロジェクトMaster KITに出会いました(現在、同社はHabrのプロファイルを非アクティブ化しています)。 当時はArduinoについて知らなかったので、それ以外の場合はさらにシンプルで安価なソリューションとして選択したことに注意してください。
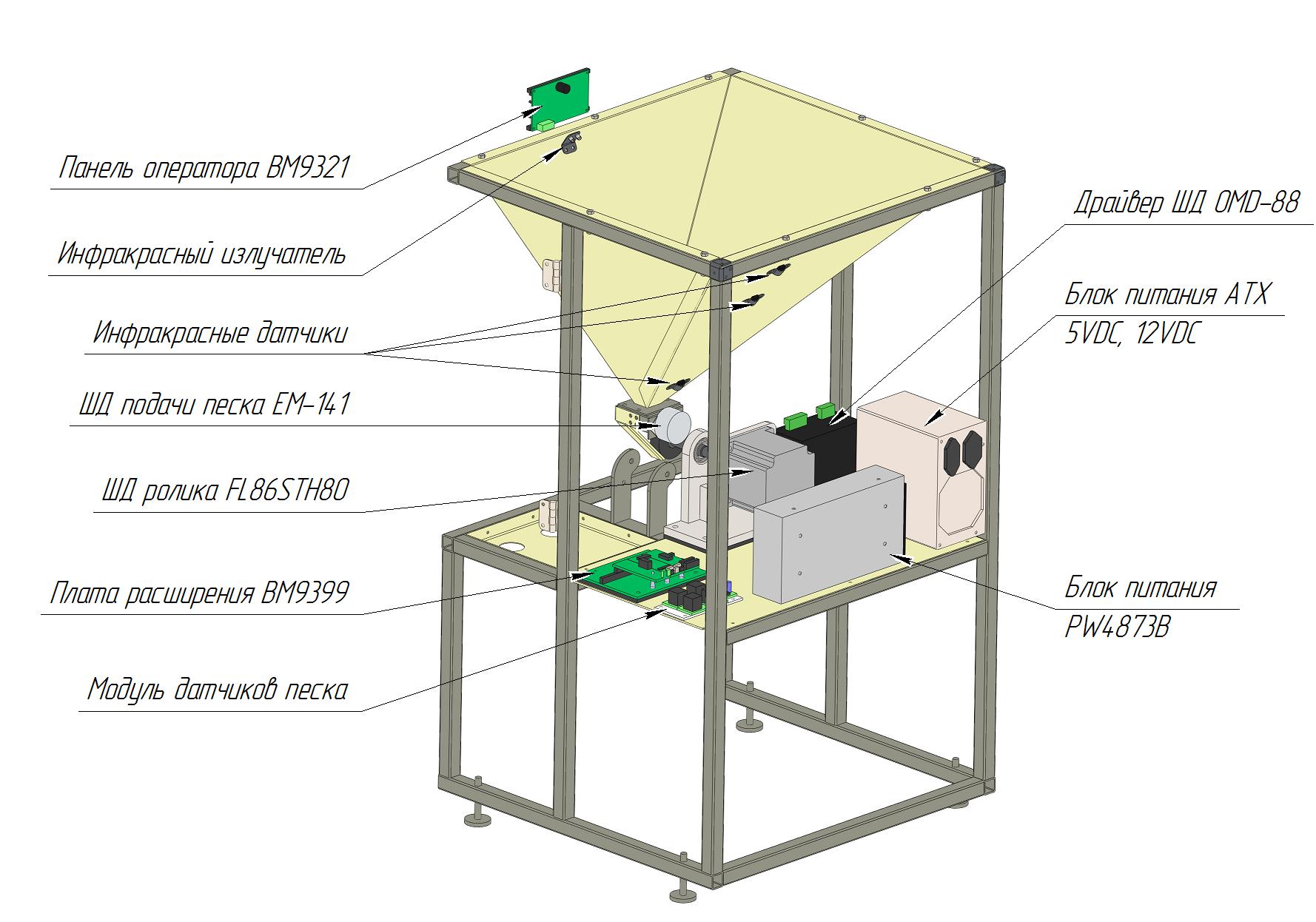
メインシステム管理プログラムは、マスターKITのBM9300Hコントロールモジュールに保存されます 。 このモジュールにはBASIC PICインタープリターが搭載されているため、私のような初心者は直感的なBASICでシステムをプログラムできます。 システムとの相互作用は、 BM9321操作パネルを介して行われます。 パネルにはディスプレイと8つのボタンがあり、RS485を介して制御モジュールと通信します。 ステッピングモーターはオーガーを回転させ、モーター制御モジュールはBM9310モーター制御モジュールによって制御されます。 モジュールを結合するには、 BM9399拡張カードが必要です。
ローラー駆動の選択
ゴムローラーは、砂の不均一性やその他の要因により、動的に変化する負荷にもかかわらず、一定の速度で回転する必要があります。 さらに、30〜240 rpmの広い速度範囲を提供する必要があります(加速テスト用)。 次のオプションが検討されました。
- 周波数変換器を備えた非同期ギアモーター。
- PWM制御とセンサーフィードバックを備えたDC整流子モーター。
- コントロールユニット付きステッピングモーター。
順番に分析しましょう:
- chastotnikを備えた非同期ギアモーターは良いことです。 周波数変換器は、出力にセンサーがなくても電流フィードバックにより一定の回転速度を維持できます。 ただし、この場合、回転数をカウントするにはセンサーが必要です。 幅広い速度も問題ではありません。 そのようなアセンブリだけが安くはありません。180Wギアモーターだけで約15,000ルーブルかかります。
- DCギアモーターは、非同期モーターとほぼ同じ費用がかかります。 ただし、ここでは、センサーのフィードバックを使用して一定速度のサポートを行う必要があります。 また、幅広い速度を提供することで複雑になります。
- ステッパーモーターは、ギア部分がないためコストが低くなり、その機能を100%実行し、速度制御と速度計算の問題を排除します。 設定するステップ数-モーターの回転量-簡単なお金。 低効率のSDの欠点は、振動にも問題がありますが、振動減衰パッドで部分的に解決できます。 ステッピングモーターで停止します。
推定時間によると、 OMD-88ドライバー(4,200ルーブル)とPW4873B電源ユニット (2,200ルーブル)を備えたFL86STH80エンジン(その後、5,000ルーブル)が選択されました。 OMD-88の制御パルスは、SD制御プログラムがロードされたBM9307 Kitov拡張モジュールによって再び生成されます。
砂レベルセンサー
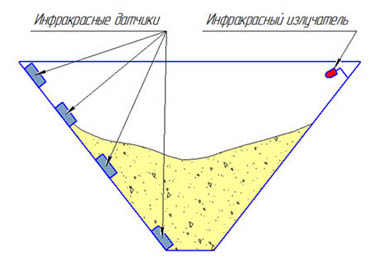
別の興味深いタスクは、タンク内の砂の量に関する情報をオペレーターに提供することでした。 もちろん、プレキシガラスから透明なタンクを作成し、テスト中に砂が終了しないことを確認できますが、これは私たちのアプローチではありません。 砂のレベルが極端に低い場合は、テストを一時停止して、プロセスを自動化する必要があります。 結果は次のスキームです。
つまり 動作原理は非常に簡単です。センサーがエミッターから信号を受信する場合、このレベルには砂がありません。 この経済全体を管理するために、別のボード「はんだ付けセンサーモジュール」をはんだ付けしました。
回路図
その結果、次のようなスキームが得られました。

そして、次のような場合に配置されます。
プロトタイプアセンブリ
プロトタイプ-可能なすべての水中レーキを早期に識別するために必要なもの。 しかし、私が言うことができる-スキームは一般的に動作しないことが判明するかもしれません。 一般に、プロトタイプは、アルミニウムの角、木製のブロック、手ごろな材料から組み立てられました。

私は同意しますが、プロトタイプは悲惨であることが判明しましたが、それはそのタスクを果たしました。多くの問題を明らかにし、貴重な経験を与えました。 この段階で最も重要なことは、物事をそのままにしておくことではなく、力を集めて物事を思い起こさせることです。 それでは、続けましょう...
シャーシタイプの選択
マシンのボディは女性のボディのようなものです。これが最初に注意を払うことです。 したがって、体は魅力的で魅力的でなければなりません。 SolidWorksの助けを借りて、2つのモデルを作成しました。最初のモデルはプラスチックまたはファイバーグラスケースの製造用、2番目は鋼板の曲げ用です。 一般的な考えとして、設計された機械の寸法は500x500x900 mmです。

ケースの最初のバージョンは、見た目が非常に美しいように見えますが、このようなパネルを作成するのは非常に費用がかかり、ガラス繊維の製造の場合は非常に困難です。 プラスチックバージョンは、金型のコストが相殺される生産インスタンスに適している場合があります。 したがって、スチールケースが確実に勝ちます。 現在、市場はレーザー切断とシート曲げに従事する多くの企業で満たされています。 さらに、曲げは非常に正確かつ正確に行われ、最も重要なことには安価です(シートの厚さ、連続性および貪欲に応じて、曲げごとに約20ルーブル)。
生産
インストールの製造のために、SolidWorksのすべての部品とアセンブリの図面が作成されました。 図面は3Dモデルに関連付けられているため、生活が大幅に簡素化されます。 モデルに調整が加えられ、開発プロセス中に非常に頻繁に行われる場合、図面は自動的に、適切に、または最小限の修正で再構築されます。 インストールの生産は、次の段階に分けることができます。
- フレームの製造。 フレームは、溶接された正方形の鋼管でできていました。 パイプからフレームを組み立てるのは非常に簡単ですが、この手順を過小評価しないでください。 フレームまたはその形状の寸法が不正確な場合、ケースが収まらず、ドアが閉じず、ボックスが入らず、その他の興味深い驚きが組み立て中に出ます。 そのため、パイプは余裕を持って切断され、両端で±0.5 mmの公差内で目的のサイズにフライス加工され、壁に対して垂直になっています。

- 旋削およびフライス加工部品(エンジンストラット、レバーストラット、ネジハウジング、シャフト、クラッチ、おもり)は、当社の部門で製造されました。 大学には、こうしたことに必要な機器がすべて揃っています。 最新の機械と手を持つ人々は、ファイルを必要とせずに優れた品質の部品を出力します。
- シート部品(ケース、ドア、タンク、廃棄砂用の箱、レバー、ブラケット、プレートなどのさまざまな小さなもの)はレーザー切断され、注文どおりに曲げられます。 素材と合わせて、これらの詳細には約5,000ルーブルの費用がかかります。 確かに、大きな半径の丸みを帯びた形状のデザイナーのフェイントは、手動で曲げる必要がありました。 しかし、これは複雑な問題ではなく、厚さ1 mmの鋼板は非常に順応性があります。
- プレキシガラス窓。 プレキシガラスは、その形状がドアの形状と一致するように、半径に沿って曲げる必要がありました。 プレキシガラスはまた、産業用ヘアドライヤーが救助に来るとすぐに非常に柔軟な材料でした。
- 偽パネルは、ディスプレイとLED用の透明な窓が付いたステッカーです。 ステッカーも注文に応じて作成されました。このため、ステッカーをベクトルで描き、977ルーブルだけを支払う必要がありました。 5枚のステッカー用。 必要なステッカーは1つだけでしたが、1枚と5枚の価格差はごくわずかでした。 念のため、5を注文しました。
まとめ
すべての溶接作業、組み立て、研削、微調整の後、設置がネジに分解され、すべての部品がポリマー塗装に使用されました。 その後、もちろん、再び収集されます。 その結果、トライボロジーマシンTTM-002の巧妙な名前を使用したこのようなインストールが行われます。 2-プロトタイプの後の2番目。


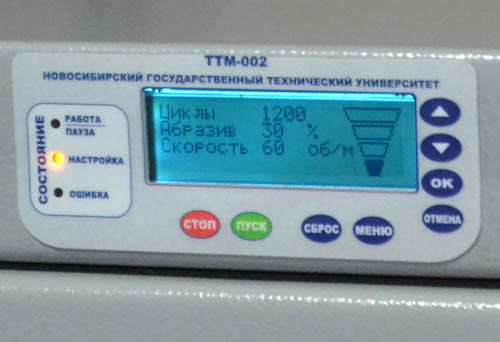
上にスクロールしないように、もう一度操作パネルの写真を投稿します。 作業を開始する前に、オペレーターはテストのサイクル数、ローラーの回転速度、および砂の送り速度を最大値の割合として設定します。 ディスプレイの右側には、砂のレベルが表示されます。 メニューでは、さまざまな動作モードを選択し、設定を変更できます。 たとえば、ローラー内で実行するには「砂の供給なし」モードが必要な場合があり、タンクの内容物をすばやく排出するには「ローラーの回転なし」モードが必要な場合があります。
合計で約45,000ルーブルがインストールに費やされましたが、もちろん、私の仕事と、その製造を手伝ってくれた同僚の仕事を数えていません。 そして、多くが投資されました。 アイデアからインストール完了までの全プロセスには2年(2010-2012年)かかりましたが、数ヶ月にわたって長い中断があり、さらに昨年私は工場で働き、仕事の後と週末にインストールに従事していました。 コンポーネントの購入はすべて壮大であり、多くの時間がかかり、頭痛の種になることは注目に値します(大学で買い物をした人は誰でも間違いなく私を理解するでしょう)。 事実、国の機関
記事を3巻にしないために、多くのことを詳しく説明しませんでした。 ただし、ご質問にお答えし、詳細を追加させていただきます。