The widest possibilities and significant limitations of additive technologies on the example of the cylinder head of a sports car
Pushing the boundaries of design with additive metal production ...
Authors: Terry Wohlers and Ian Campbell
March 11, 2016
Huge freedom in designing is generally recognized as a key advantage when using additive technologies (AT) in the production of final functional parts. Reducing the need for equipment and the ability to more freely build and remove material means that the parts created may have a more complex geometric structure than in their manufacture using conventional technological processes, which themselves, in turn, are very technologically complex. Additive technologies can be used in various ways to increase the added value of products.
Additional surplus value can be obtained by reducing the cost of the life cycle, improving the aesthetic appeal of the product, improving usability and increasing efficiency *. An impressive example of increasing efficiency with the use of the technology of layer-by-layer alloying of aluminum powder: an automobile cylinder head additively produced by the German company FIT (Fig. 1). And being highly loaded elements with all of the above must have high strength.
FIT was commissioned to develop an improved version of the cylinder head race car that would meet the requirements for efficiency, and would have less weight. The following text illustrates how designing for ATs maximizes geometric freedom, and increases the efficiency of the parts produced.
- Hereinafter, efficiency means the efficiency of structures, i.e. the ability of the part to perform the specified functions with the specified parameters, with the smallest: weight, material consumption, production costs, etc.
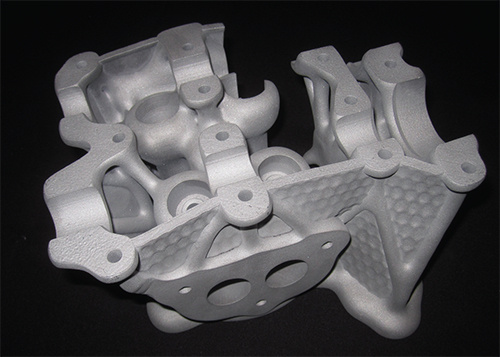
Fig. 1— Optimized cylinder head (photo from FIT)
Design Opportunities
The main advantage of the "printed" cylinder head is the optimization of gas flows. The shape of the combustion chamber, intake and exhaust paths can be optimized using computer flow modeling. Using this computer simulation, you can optimize the flow to remove excess heat from the combustion chamber and the exhaust path.
It is important to note that the need to make compromises when optimizing the designed products is much lower with additive production compared to casting, which requires gentle angles of the parts of casting molds. Additive technologies allow optimization of coolant circulation, which is a key advantage over casting. With the help of AT, the water jacket and channels for the coolant can contain a lattice framework of a complex structure (Fig. 2). This allows you to increase the surface area and thus improve the heat transfer from the engine to the coolant. In the case of the cylinder head, the surface area increased from 825 cm2 to 10225 cm2. Depending on the specific lattice structure, it can also create a turbulent flow — another aspect of improved cooling. This may provide an additional advantage when using a less powerful water pump, which will reduce engine power loss.
Additive technology has also helped FIT optimize the weight of the cylinder head. Engineers manufactured the main body of the head by increasing the thickness of the material around the main volumes. Additional material added strength to the part and allowed for better vibration damping. The distribution of the material was determined by the optimization of the topology and the ratio of the strength and weight of the head. As a result, the required functional parameters were obtained using the minimum amount of material. By optimizing the topology, the head weight was reduced from 5 kg to 1.8 kg.
While the cylinder head design is an impressive engineering achievement, this level of design complexity is not easy or fast. Much of the success lay in the software capabilities — Selective Space Structures from netfabb GmBH, used to develop organic forms and structures of the lattice.
Computer flow modeling, topology optimization and grid creation software can be expensive and difficult to use. They require a significant investment in training, combined with the cost of the “trial and error stage”, often unaffordable for small companies.

Fig. 2 - The cylinder head of the engine with an internal lattice structure (photo from FIT)
Design Challenges
ATs do offer some interesting design possibilities, but they also create unique problems. Mathematically optimized forms created by software cannot always be realized. For example, it is important to know the minimum possible wall thickness or the smallest hole that can be reproduced using AT. In addition, the protruding elements must be supported by additional structures during the additive process; supports must be removed subsequently, which is important to consider.
Temperature stresses also pose another problem, especially in the process of layer-by-layer alloying of the powdered metal. Here, thermal stresses can lead to deformation of the part when it is separated from the construction surface.
To reduce distortion, designers often add additional supporting structures to hold parts and their elements on the build surface. However, adding too many such constructions creates additional work to remove them; too few supports leads to torsional deformation. Optimum design often requires a compromise between reality and theoretically optimal forms, although the degree of this compromise is usually much less than that of conventional manufacturing processes, such as metal casting.
Powder removal is another critical point. In the case of the cylinder head described above, the powder can fill all internal cavities and openings. When removing parts from the build chamber, the technician must remove all of this excess powder. Therefore, designers should include drainage holes and exit paths in the project to prevent the walling of the powder inside the part. This requires careful design of the size and location of the holes and paths, and then adding them to the CAD model. Often these holes need to be repaired later, which takes time and increases cost.
Most designers and engineers have not yet received formal education and design practice for AT. Consequently, the majority of companies considering AT for industrial use, face this for the first time. And although some companies spontaneously spread out hotbeds of knowledge among a small group of “pioneers” in their company, usually these “pioneers” are a limited resource. In summary: the demand for education and design training for AT exceeds supply.
Training in the aerospace industry
To meet the need for education in one segment of the aerospace industry, Wohlers Associates conducted two official design classes for AT, for the NASA Marshall Space Flight Center. A four-day class focused on hands-on training using advanced design techniques, including hardening parts, topology optimization, and lattice and mesh structures. The second class, three days, mainly focused on metal additive manufacturing.
Additive manufacturing offers many opportunities to improve the efficiency and weight of the structure. Using special software tools and methods, designers can make major improvements over conventional production methods. Since design freedom is much higher with AT than with conventional processes, we believe that AT will be more widely used to develop completely new types of parts and products, including parts of automobile engines that will largely surpass their predecessors.
All Articles