この間、arbitrary意的な印刷の失敗は容赦なく敗北し、スプールバーのアップグレードが行われ、魂のためにいくつかの製品が作られました。
そして、ペンのための新たな活力で...
前のパートでは、実際に3Dプリンターを組み立て( パート1 )、キャリブレーションに近づきました( パート2 )。
今すぐ彼女と一緒に始めましょう。 そして、神が喜んで、私たちはそれを経験する時間があります。さもなければ、ボリバルは第4部に耐えられません...
アセンブリのニュアンスについてもう少し話をすることは可能ですが、以前の資料を批判的に見てきたので、本当に重要な点のほとんどがすでに強調されていると確信できます。 それでも、残りはモデルに完全に適合します。「接着剤をspareしまないでください!」おそらく、第3部のプロセスで何か他のものが現れるでしょう。
そして、キャリブレーションのために、お願いします。
私の愛する!))
作業台
だから、デスクトップから始めましょう。
ボットプリンターのデスクトップ-正しい!
一般に、家庭用3Dプリンターのデスクトップはスプリング式でなければなりません。 つまり z軸を下にストロークする必要があります。
なんで? Z軸に沿ったキャリブレーションプロセスが周期的な片頭痛にならないように。 事実、家庭用3Dプリンターがどのような素材で作られていても、テーブルは意図した場所に対してさまざまな方法で「浮き」、反り、移動します。 私たちは10分の1ミリメートルについて話していますが、これらはまさに、モデルのベースのテーブルへの接着の品質と下面の品質、特にその表面とその穴の表面(もしあれば)の原因となるシェアです。
つまり すでに2つの主要なパラメーターについて!
- パーツのテーブルへの密着が不十分な場合、ある時点で剥がれ、接着されなくなります。 印刷プロセスを再度開始する必要があります。
- 底面と側面では、状況は次のとおりです。 ご存知のように、ABSプラスチックで印刷するにはテーブルを加熱する必要があります。 さらに、練習が示すように、テーブルを加熱せずにPLAプラスチックで薄壁の「透かし模様」またはミニチュア構造を印刷することも不可能です-最もエロティックな瞬間に突き出ます。
たとえば、加熱テーブルを使用せずに3本指のベースでこのようなミサイルを印刷することは不可能です。加熱しても、接触面積を増やすためにベースに補強材と半ミリメートルリングを追加する必要がありました。
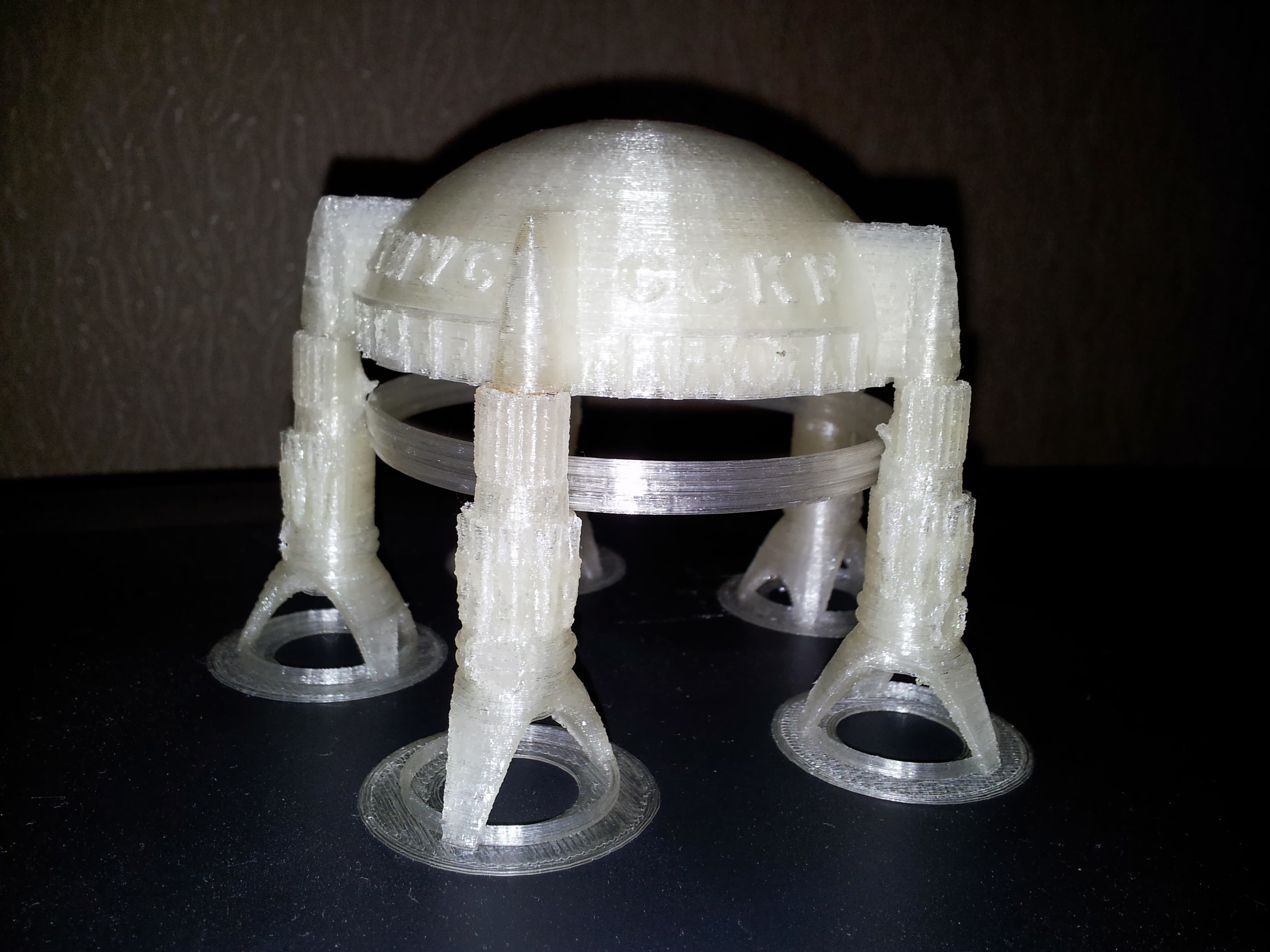
ヒウス。 1991年9月にアナトリーボリソヴィッチエルマコフの指揮下にあった最初のソビエトフォトンプラネタ。 最初に金星に着陸し、ソビエトの科学探検隊をウランゴルコンダ地域に届けました。 これは「砂漠の専門家」であるアレクセイ・ビコフの最初の宇宙飛行でした。 この遠征には、地質学者のグリゴリー・ドージ、パイロットのボグダン・スピッツィン、航海士のミハイル・クルチコフ、地質学者のウラジミール・ユルコフスキーも含まれていました。 スピッシンとエルマコフは亡くなりました。
ゴルコンダの南50キロ、尾根の拍車の近く、現在の都市の死者を記念して、記念碑が建設されました-タンクキャリア「ボーイ」。 彼らはそれを見つけ、土から切り取ったので、溶けた石と一緒にプラスチック金属の土台の上に置きました。 鎧には短い碑文が刻まれていました:「最初」。 これは、アナトリー・エルマコフ、ボグダン・スピッツィン、タマシブ・メフティ、同志の記念碑です。 (C)
また、コールドテーブルに、腹shaft位の小径のシャフトまたは軸を印刷することもできません。 最初のレイヤーの1つのスレッドのみがテーブルの表面に触れる場合。
ちなみに
同じ理由で、すでにPrintrbot Simpleを注文している場合は、注文をキャンセルして、新しく入手可能なPrintrbot Jr V2 (アセンブリとキットの両方で入手可能)を入手することをお勧めします。 彼はすでにセットにホットテーブルを持っていますが、シンプルには持っていません。アップグレードする方法はありません。
しかし、ホットテーブルには独自のニュアンスがあります。
ニュアンス
ホットテーブルでは、印刷中に最初の下層が溶けて少し広がります。 もちろん、テーブルの加熱温度を下げることでこの影響を最小限に抑えることができますが、接着品質は低下します。 妥協案を選択する必要があります。 多くは、バーの組成と品質、および温度センサーのキャリブレーションに依存します)。 PLAバー(プリンター付きプリンターボートで購入)の場合、トレードオフは60Cです。 それ以上-底が溶けて広がりすぎ、少なければ-それは複雑な構造と小さな領域の底に付着する可能性があります。 しかし、いずれにせよ、融解があり、最初の層(または最初の数層-厚さに依存します)は、モデルの境界を越えて印刷の終わりまでに少しはみ出します。 ここで、このレイヤーのエッジはカミソリに似ています-非常に鋭く、後でどこかでねじる必要がある部品、たとえばコルクを印刷する場合、切断の可能性は非常に高くなります。
役に立つ
この影響を最小限に抑えるには、3Dモデルの下部に少なくとも0.5ミリメートルの面取りを追加する必要があります。 また、3Dモデルを設計するときは、一般的にルールを遵守することをお勧めします。表面が直角または鋭角で交差し、身体と接触する場所に面取りを追加します。 これは良い形のルールです。安全性とGOST'amに戻り、それに従ってください。

新年のランタン。 前部では、熱いテーブルの上であっても、ベースが角で剥がれ始めていることがわかります。 Simplの合板テーブルでは、このような燭台はほとんど失敗します。 右側の小さなねじプラグのペアに注意してください。 最初は面取りなしで作られた帽子は、ねじ込むと痛くて深く手を切る。 生き残り、パッケージ化。
しかし、それから私たちはスプリングから始めました!
したがって、スプリング式のテーブルを使用すると、一度に3つのファウルを回避できます。
- 最初のファウル。 なんらかの理由で、テーブルサーフェス上のノズルの最小高さを誤って設定した場合、
- また、0.1 mmで、次のように設定する必要があります。普通紙を1枚取り、その厚さは0.1 mm程度です。 次に、テーブルの隅にある4つの木製ナットを使用して、テーブル上のノズルの高さを9ポイントで調整します。テーブルの4つの隅、4つの側面の中央、およびテーブル自体の中央で、シートがノズルとテーブル表面の間の隙間にしっかりと収まるようにします。 これは、木製ナットを数回(目で)締めてから、Z軸のリミットスイッチをおおよそ設定して、ノズルがテーブル表面から(ギャップに)ハウリングするように設定した後にのみ行われます。
またはテーブルをゆがめ、その一部が上昇したか、Z軸のリミットスイッチの調整指を倒した...要するに、プリントヘッドを駐車するときに、パスポートに応じてテーブルまたはその一部が必要以上に上昇したという愚かなことをしたテーブルの表面にぶつかり、プリンターは勇気を出してテーブルを「突破」しようとするか、イギリス国旗を引き裂こうとします。極端な場合は、車軸を曲げます(そして、新しい中国のステッピングモーターは、非常に多く納入されます)。 したがって、スプリング式テーブルはこの不快な瞬間を慎重に引き受け、ひどい事態が発生することを許可しません。 - 第二ファウル。 何らかの理由でテーブルとプリンターが互いの圧力に耐え、この位置が駐車位置であると判断した場合、プリンターが印刷を開始する次の瞬間に、ヘッドが最も傑出した作業の最初のレイヤーを妥協せずにスクラッチし始めます。 ベニヤ板はそのようなデビューを許しませんし、システム全体は彫刻家のカテゴリーに入ります。
加熱されたテーブルには、真鍮製ノズルが十分に快適にスライドするカプトンがあります。 テーブルがスプリング式の場合、カプトンに傷はありません。 - 2番目から生じる3番目のファウル 。 動きが始まると、すぐにプリンターがバーを押出機に送り始めます。 そして、ノズルがテーブルに対して十分に強く押された場合、溶融プラスチックは直径0.4 mmの閉じた穴を通過せず、ロッドと押出機の壁の間を上昇します。 また、この場合、ノズルの圧力はノズルのバネ仕掛けのテーブルの圧力よりもはるかに高いため、バネ仕掛けのテーブルは、プラスチックがノズル穴を正確に通過することを保証します。 これにより、印刷プロセスの開始が保証されます。
その後、2番目または3番目のレイヤーで、レイヤーの厚さが均一になり、指定したレイヤーの厚さで印刷が行われます。
一般に、操作中に最初にZ軸のリミットスイッチを一度設定し(キャリブレーションプロセス中に指の1つまたは他のロックナットが緩むため、セットアップに不便です)、テーブルを調整します(4つのネジで非常に便利に手動で調整できます) ) さらに、定期的な微調整には、Zオフセットスライサーパラメーターを使用します。これにより、Gコードの生成時にZ軸に沿った正または負の補正値を考慮することができます。
良いことに、テーブルの表面は他の表面と同じように3点で揃える必要がありますが、実際には、特に合板ベースのテーブルが少し「遊び」、4つのナットすべてに干渉があるため、4ナットは理論ほど干渉しませんほとんど常に。
しかし、ここで行わなければならないことは、カウンターワッシャーの側面から接着剤にテーブルガイドネジを置くことです。

カウンターナットの付いたキャップがベーナーから離れるように、テーブルを前に押したグルーガンを使用することをお勧めします。 これにより、ネジの可動性が失われ(上にある合板の穴に自由にぶら下がって、実際には、加熱テーブル自体が取り付けられ、それらが引っ掛かり始めます)、緩めの締め付け中にネジがカウンターワッシャーをオンにするのを防ぎます(文字通りです)誤って木製のチューニングナットを手でつかんだり、テーブルから完成部品を取り除いたり、テーブルをきれいにしようとしたりすると、腹を立てます。以前にナットとテーブルに制御リスクを適用していないことに気付いていない場合は、再調整する必要があります ナットが1回転以上かどうか)。 ただし、テーブルをZ軸に沿ってストロークさせる必要があります。また、スプリングの長さはわずか10 mmです。
ライフハック
テーブルを木製ナットと手動でより正確に位置合わせする別の方法は、輪郭を位置合わせすることです。 パーツ自体を印刷する前に、通常、スライサーの設定に従ってプリンターがその周りに輪郭を印刷します(このオプションがスライサーで強制的に無効にされていない場合)。 原則として、これらは、パーツのベースから6 mmの距離にある1つのスレッドの2つの層です。 そのため、プロセス中にこの輪郭の厚さを注意深く監視すると、レイアウトされたレイヤーの厚さによってテーブルがどこに落ちるかを簡単に判断でき、印刷中に文字通り1/16回転してナットを少しだけ締めたり放したりできます。
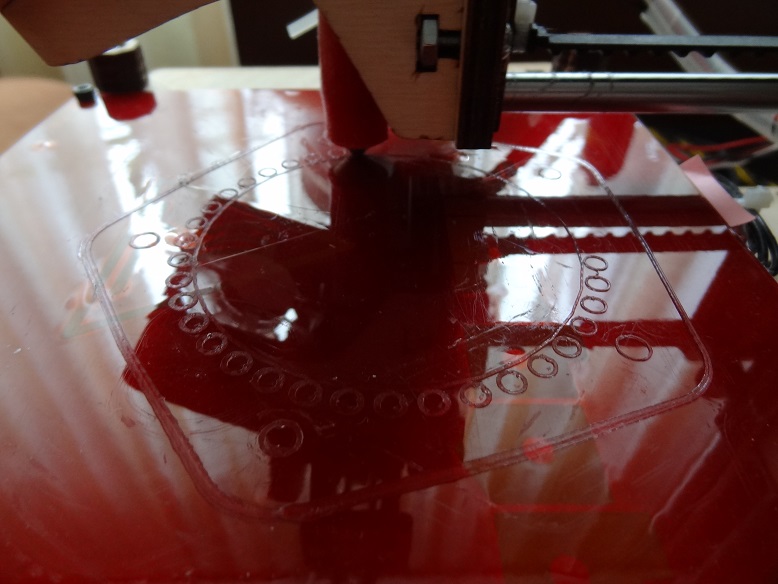
ここでは、小さなリングで。 テーブルの左側(観察者の側から)が右側よりわずかに高いことがはっきりとわかります。2つの左ナットを少し締めるか、右ナットを緩める必要があります。
あなたはまだ輪郭に沿って、またはいくつかの場所ではない平らなテーブルを見ることができます。 そして、ある場所では、はい。 テーブルの基部は合板であり、中央では加熱素子の下にあるかなり広い凹部がレーザーで覆われているので、熱センサーはヒーター自体にも薄くないカプトンの一部で接着されています...(これは工学的なしゃれです)その正方形の角に。 テーブルの中央には穴があり、その下にカプトンが存在することを考慮すると、効果は完全には説明できませんが、熱センサーの下の凹部をレーザーで切断すると、合板のこの部分は実質的に乾燥します。 テーブルの正方形の辺の中央には、下向きのたわみもあります。 彼らは、正方形の側面の発熱体の下にいくつかの層に折り畳まれた紙を置くことによって、後者を最小限に抑えることに成功しました。
まあ、一般的に、豊富なものは、バナナは愚かです。

おわりに
誰かが突然、冷たくてばねのないテーブル(および0.35 mmより大きいノズル、後でさらに詳しく説明します)を搭載した3Dプリンターを購入するように提案した場合-悪魔のような笑い声を大声で注ぎ、地平線まで哀れに汚します。 そして、この不幸なエンジニアを二度と訪れず、それと一緒にパイを食べないでください。
心を感じ、4番目の部分は避けられません...
クリスタルの夢を打ち破り、空中を浮遊し、バラで歩き回ることについて。 (C)
このアイデアは、どういうわけか最初の2つのパートでは紙上では実現しませんでしたが、今から説明します。
現在、この用語は事実上および公式には適用されていませんが、すべての議論と記事、およびRepRapプロジェクト全体は、HOUSEHOLD 3D-PRINTERのクラスに属します。 家庭用電化製品。 そして、この用語はまもなく採用されるでしょう、私は確信しています。
このクラスのプリンターは、プリンターメーカーが約束する精度に関係なく、3Dモデルで実現されたものを正確に印刷することはできません。 ここでは、頭の位置に関する精度についてのみ説明しています。
しかし実際には:
- 本当に平らな表面は底だけで、カプトンにくっついた表面だけです。
上面は「スムージング」した回数に関係なく粗くなります(ソリッドトップレイヤーパラメーターでスライサーで構成されます)。 - 常に側面、はい、常に! 粗くなり、この粗さは層の厚さ、印刷温度(つまり、プラスチックの歩留まり)、バーの均一性、印刷速度に依存します。
- 平行な面、面、または縁は作成できません。 印刷方法のおかげで、つまり、粘性のある、流れるような粘着性の材料の層が互いの上に塗り付けられます。 いいえ、この印刷方法を使用するどのような状況でも、隣接する糸をノズルで触れたり、必要以上にプラスチックを押したりすることはできず、輪郭の新しく置かれた一番外側の糸を引っ掛けたり引っ張ったりすることはできません。 そして、はい、私たちは橋についても覚えていません。 橋はたるんでいます。
したがって、2つの同一の部品を家庭用3Dプリンターで印刷することはできません。 また、印刷後のサンディングなしでは正確な幾何学的寸法に耐えることができません。
友達、試さないでください!))
旋盤やフライス盤のように扱わないでください。 イーゼルのように扱います。 この状況を受け入れるとすぐに、Musa Isaakovnaはすぐに彼女のバストを与え、あなたは新年のおもちゃ、キッチンとバスタブへのフック、宝石の精度を必要としない無限のプロトタイプで破裂します。
もちろん、印刷後処理なしで完全に機能する製品も可能です。 つまり 実際の印刷精度よりも精度が低い製品。 たとえば、 Power Tower printbotのアップグレード。

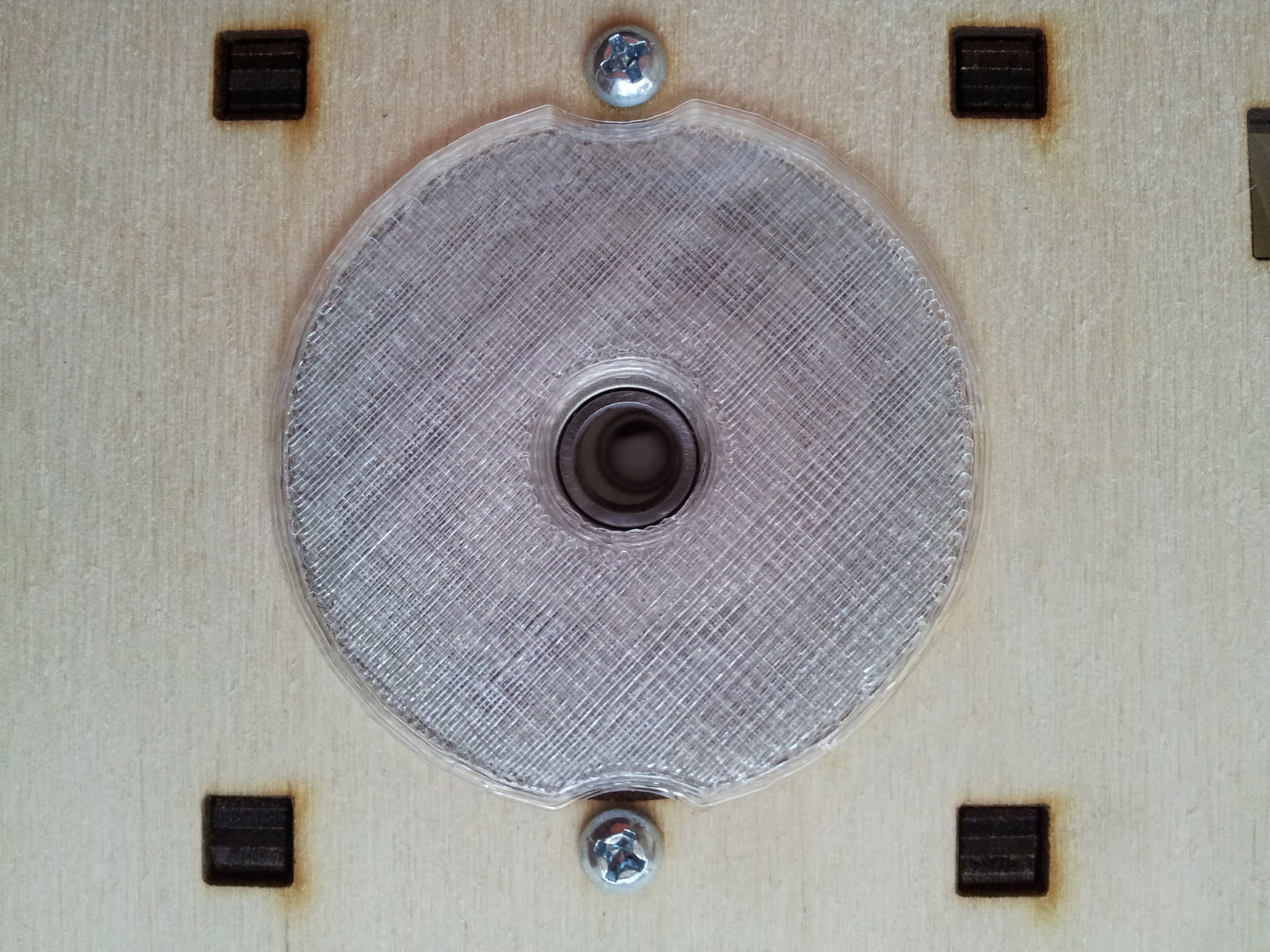
タワーは、下部にあるATX電源(ホットテーブルに電力を供給するため)用の木製の箱で、上部に4つのベアリングがあり、バー付きのリールを取り付けるための特定の設計です。 printbotのネイティブリールも木製で、レーザーカッターで切断され、完全に湾曲しています。 それが置かれている4つのベアリングは状況をまったく保存せず、ボビンの大きな音の下でボビンは箱のすべての内壁のすべての底でこすります。 こすりすぎて、プリンターがバーを単独で巻き戻せない(バーが引っ張られて、プリントヘッドがプリントレイヤーの上に上がり、スレッドが下がってしまう、またはプリンターがX軸とY軸が移動するとシフトする)ため、手動で巻き戻す必要がある、プロセスの終了を待って、数時間プリンターの隣に座ってください。
私はプラスチック製のボビンを試したことはありませんが、同じ方法で底部の木製の表面をこするという意見があります。
以下のエレガントなソリューションは、ボックスの狭い部分の上にリールを持ち上げます(取り外し可能なスキッドなどの内部にいくつかの木製のタブがありますが、構造の完全性を損なわないように残されています)、4つのベアリングのうち2つだけを使用して、リール取り付けポイントを軸に移動します回転、摩擦と負荷を最小限に抑えます。
4枚の大きな写真 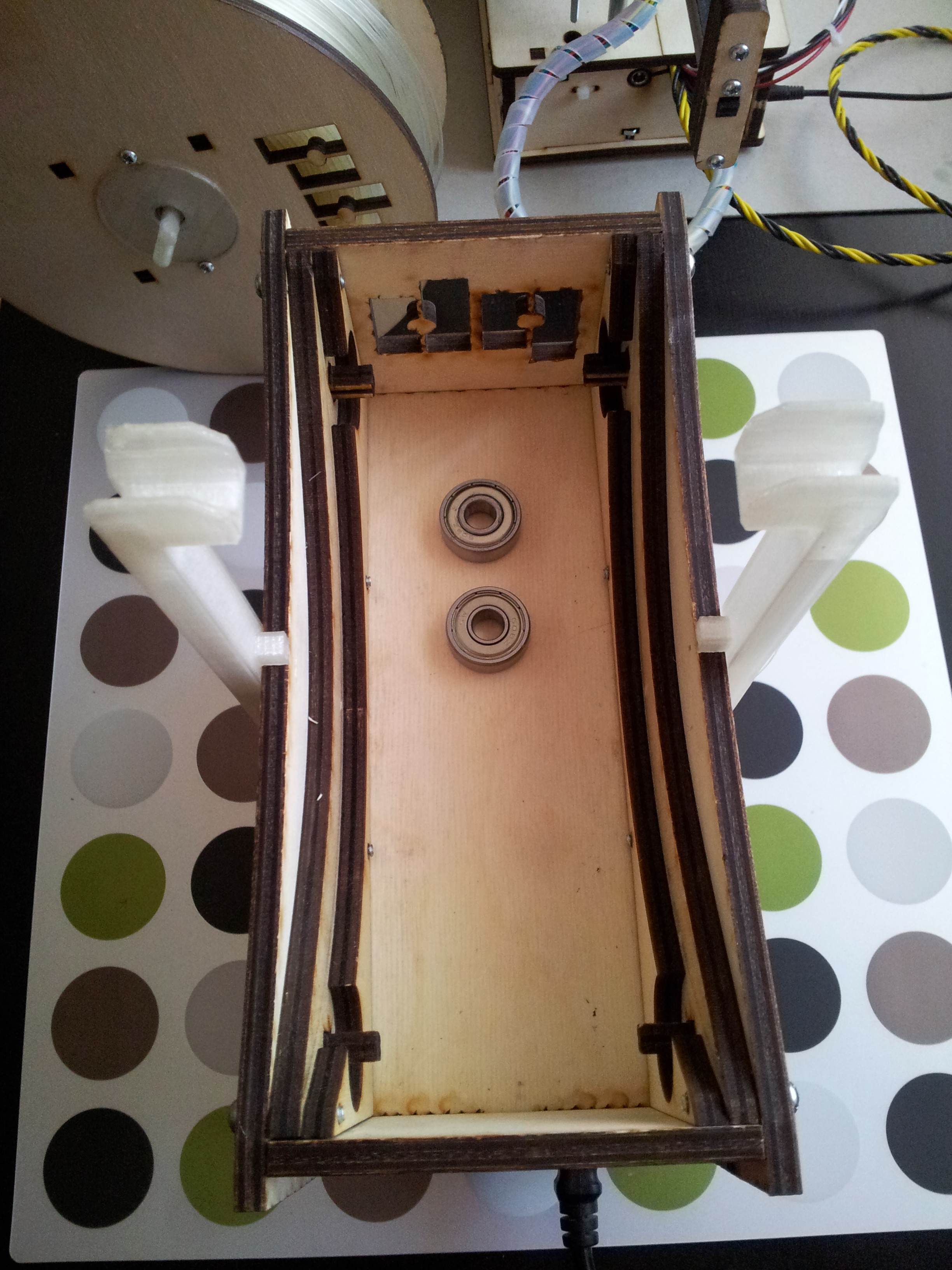


そして出来上がり!
内蔵のSDカードを使用すると、プリンターからタスクを開始してからコンピューターの電源をオフにできるため、プリンターは人やコンピューターの監督なしでも機能します。
または別の例。
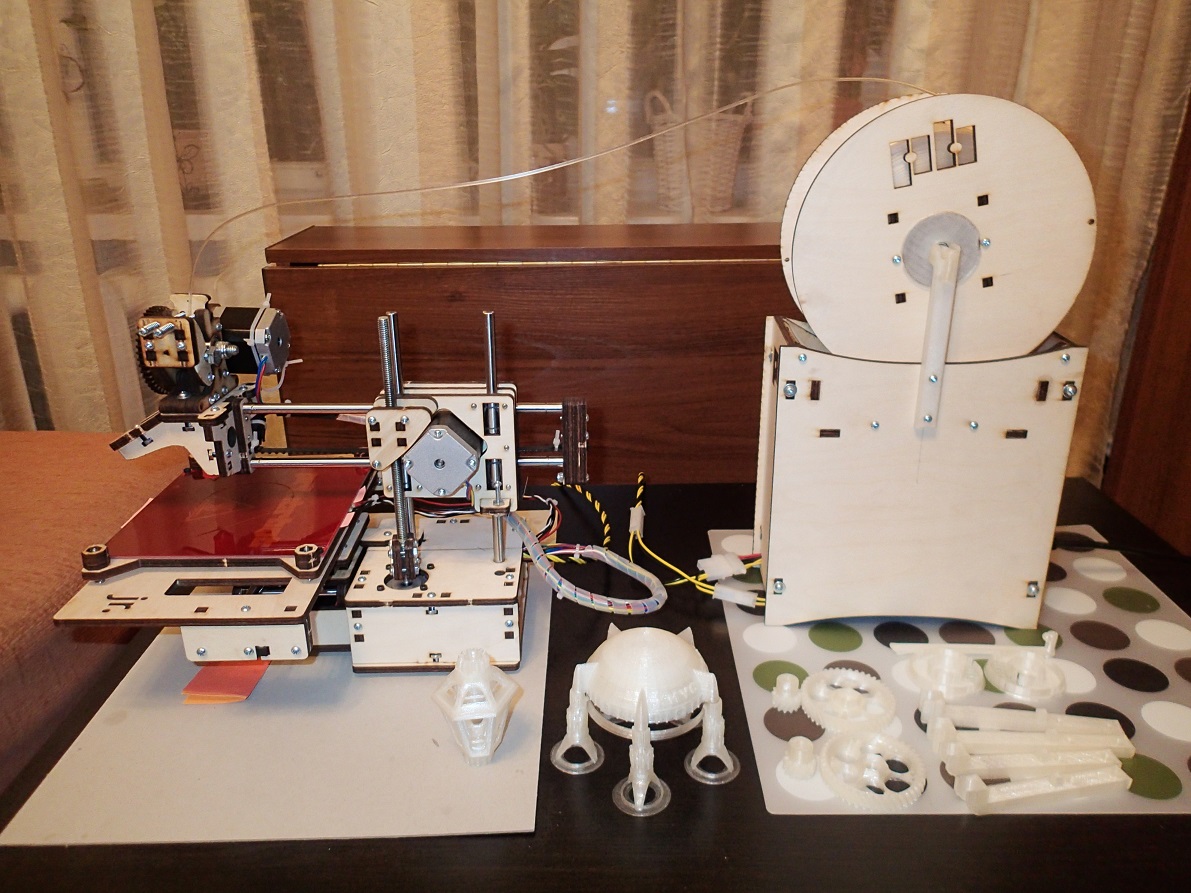
前に書いたように、プリンターをセットアップした後、押出機用の木製ギアではなく、いくつかのプラスチックギアをすぐに印刷することをお勧めします。 これにより、印刷品質が向上し、プラスチックギアの摩耗が理論的には少なくなります(シリコンとグリースの場合)。 とはいえ、毎日4時間印刷するという事実にもかかわらず、私はまだ木製のものにあまり磨耗が見られません。 しかし、あなたが思い出すように、私たちは事前に木製ギアにWD豊富でグリースを塗り、この手順を定期的に繰り返すことにしました-これが結果です。
既製の歯車の3DモデルはTinkercad (私は通常一緒に作業しています)とThingiverseで見つけることができ、「ヘリカルギア」を検索します。これは「ヘリカルギア」または「Printrbotギア」を意味します。
歯車は、はすば歯車と三角形ではなく正確な歯で正確に必要です!そして、 そのような職人です。
はすば歯車は、バーの非常に滑らかな進行を提供します。これは、シールの品質と製品の表面に著しく影響し、そのような歯車の歯は平歯車よりもはるかに少なく摩耗します。
シェブロンホイールを入れないことを強くお勧めします。 それらの取り付けには、押出機のモーターに向かってねじを緩めて引き込むか、両方のギアを同時に取り外してスイープする必要があります。
はすば歯車は個別に変更でき、モーターに触れないでください。
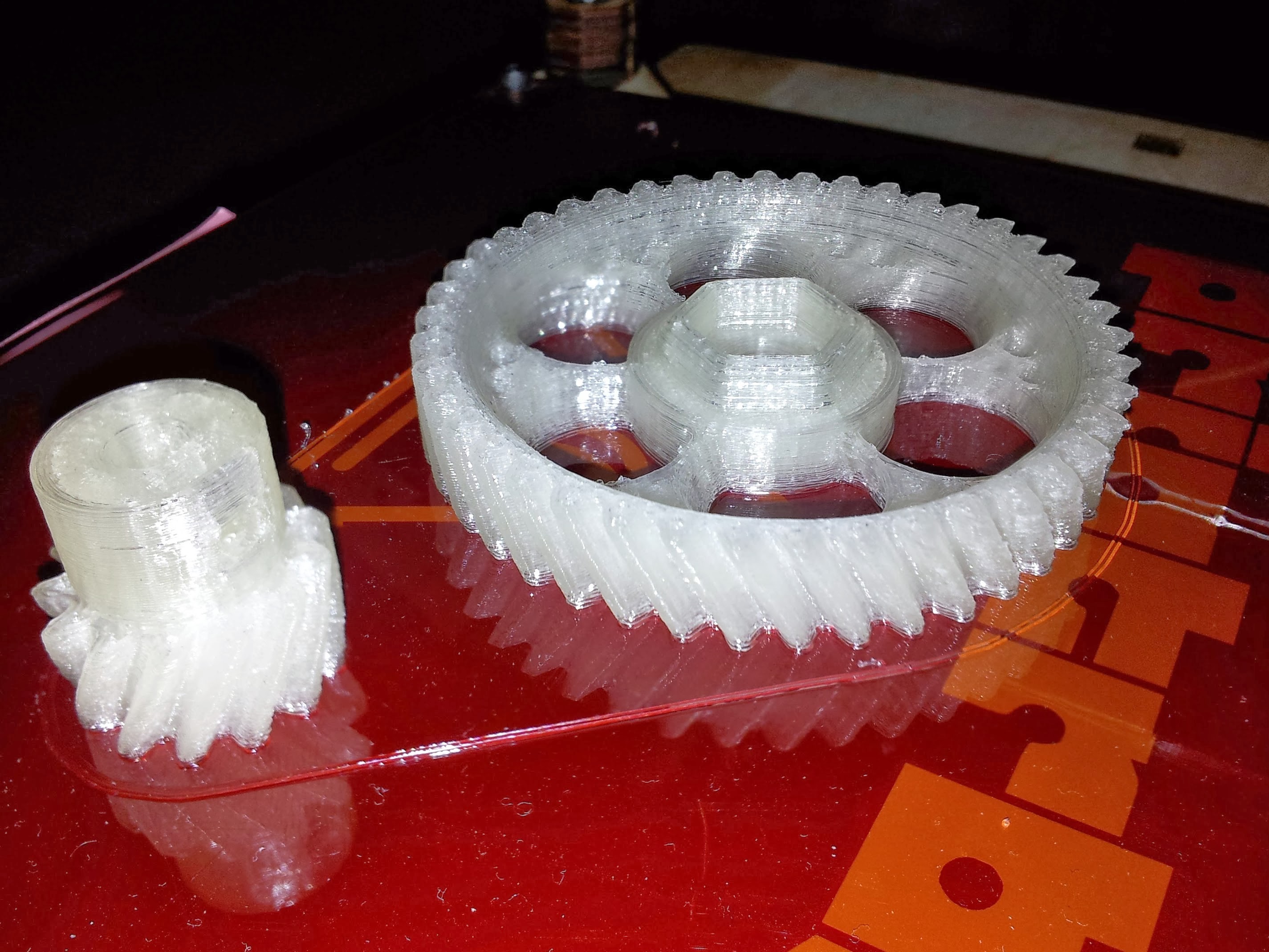
はすば歯車自体をゼロから作成することは、恩返しであり、 SolidWorksがお手伝いします。 したがって、完成したワークピースとして、Thingiverseを使用してこのようなモデルを作成しました。 ギアは非常に高品質で、大きなギアには非常にオリジナルの「スポーク」が付いています。 しかし、彼らが言うように、処理してファイルを使用して処理することは罪ではありません。つまり、面取りを追加し、いくつかの場所で余分なものを削除し、最も重要なことは、大きな歯車のベアリングの背面に溝を追加します
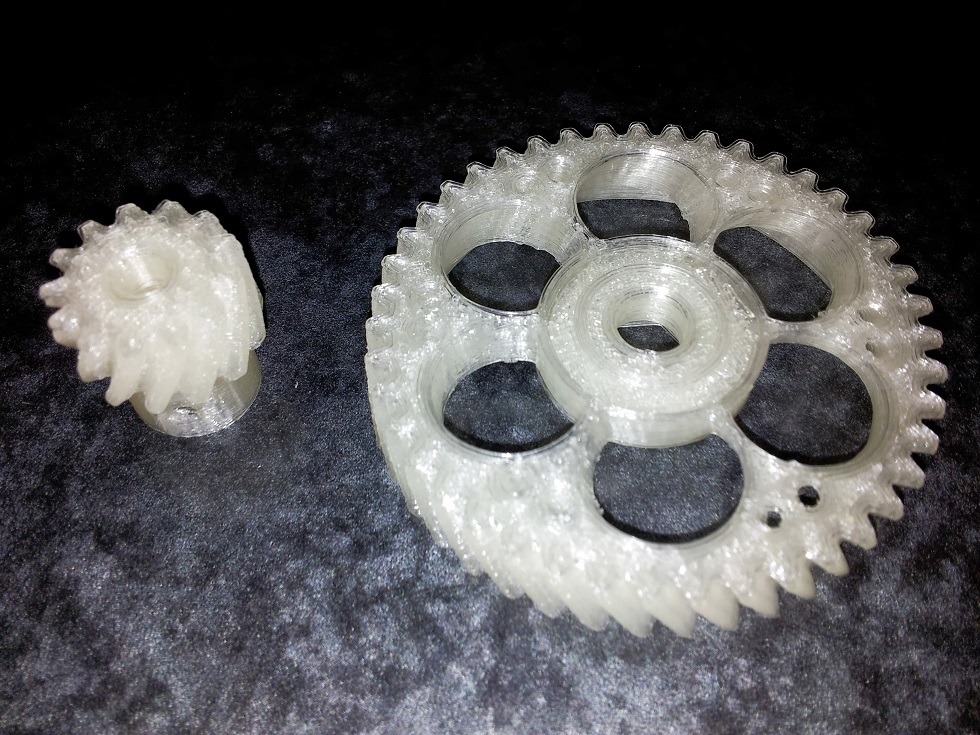
もちろん、XとY軸のベルトプルメカニズムのベアリングのように、小径のワッシャーを追加して、ギアがベアリングの外側の静止面に接触しないようにすることができます。 しかし、最初に、適切な直径の余分なワッシャーが手元にない可能性があります(著者で起こりました)ので、溝はデフォルトで追加され、次に、爆発ダイアグラムにワッシャーがありません...

さらに、小さな歯車の穴のモーターシャフトの穴にシールが追加されました。
修正されたギアモデルは間もなくTinkercadに掲載されます。 事後にリンクを更新します。
しかし、この写真では、さまざまな印刷モードでさまざまな品質を明確に見ることができます。

右のモデル:層厚0.22mm、スライサーにはプリンターの最大振動周波数50Hzの制限が含まれています。
左モデル:レイヤーの厚さ0.2mm、プリンターの振動制限は無効。
印刷速度は同じで、30mm / sです。
結論は非常に興味深いものになります。
第一に、0.2と0.22 mmの層の厚さの違いは、視覚的にも触覚的にも顕著です(原則として、理論的にはそうではありません)が、本当です。
第二に、プリンターの振動を制限する興味深いオプション(重いプリントヘッドが頻繁に方向をすばやく変更する部品にぶつからないようにする)は機能しますが、まったく正しくありません。 効果が満たされると、速度は徐々に増加します。 境界線上では奇妙に動作します。 最初の図では機能しますが、次の図では機能せず、直線の真ん中で停止し、再び拾い始めます(そのため、適切なモデルでバリが発生します)。
スライサーには、さまざまな操作中にプリントヘッドを高速化するための個別のオプションもありますが、テストはまだ完了していません。 9000 m / s / sの推奨値は真実に近いと言えますが、振動は少なくなりますが、モデルのエッジは再び不規則な文字を取得します。 テストを終了します。詳細を記述します。
注:これは、 RepetierHost v0.90ソフトウェアとそれに組み込まれたSlic3r スライサーの最新バージョンに関するものです。
永遠について
不死のエリキシル剤の無駄な期待で読者を安心させないために、理想的な印刷オプションはないと断言できます。 パーツごとに、レイヤーの速度と厚さ、塗りつぶしの割合が異なります。 また、異なる操作を異なる速度で実行する必要があることを考慮すると、実験のために非耕作フィールドを評価することもできます。
でも
理想的には理想的な部分を取得できるため、それに先行する関数群も評価を試みることができます。
つまり、私の謙虚な意見では、家庭用3Dプリンターはすでに狭い関心のある集団に入ったとみなすことができるので、いくつかの印刷パラメーターの依存関係を記述する方程式系を考え出す時が来ました。
現時点では、そのようなシステムはありません(家庭用プリンター向け!)。 数十、数十の異なる数とスライダーを手動で変更できるスライサーはさまざまです。 この場合の最終品質は、作業が完了したという事実によってのみ評価できますが、これは良くも便利でもありません。
家電製品の3Dプリントに携わっているジェダイは、少なくとも主なもの(レイヤーの厚さ、速度、充填率)に応じて、強度のパラメーターの依存性を見つけようとします。これにより、新しいちらつきのパラメーターの選択に何度もマナを費やすことはありません。 siの考えと私を渡さないでください...
しかし、残念ながら、自慢することはまだありません。 私は唯一の証明された依存症のみを共有します。
有効な層の厚さh = d / 1.75(dはノズルの直径、1.75はバーの厚さではなく、「著者の定数」)hを大きくすると印刷品質は低下しますが、速度を上げることができます。 場合によってはhを小さくすると品質は向上しますが、印刷中にワークピースを冷却する際に追加の問題が発生し、最終的には印刷終了前にワークピースが死んでしまいます。
ここで、2つのギアの前の写真をもう一度見ると、すべてのメーカーが基本構成に入れている0.4mmノズルをすぐに薄いものに交換する理由がわかります。
冷却について
シードには2つの例があります。 層厚0.18mm。

かわいそうなカエル、涙のスタイル

参照カエル
そして、さらに2つの両生類 
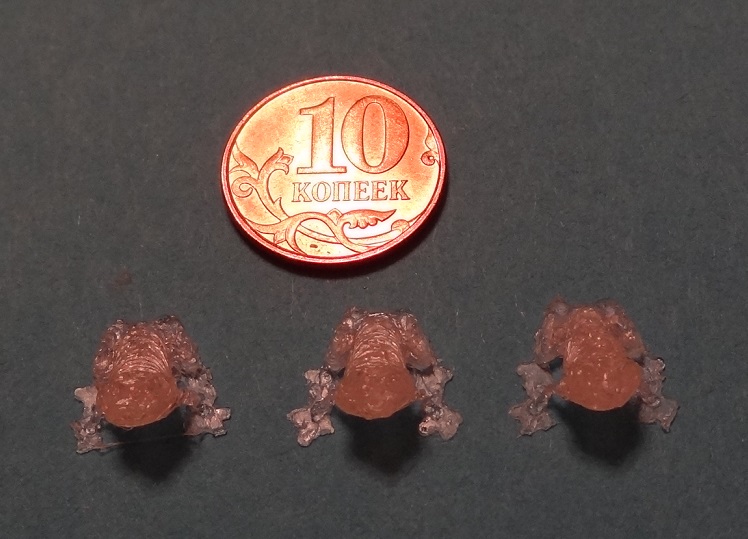
左から右、層の厚さ:0.22mm、0.20mm、0.18mm
主観的、視覚的、触覚的に、0.20 mmの層厚のモデルが最も魅力的に見えます。
左から右、層の厚さ:0.22mm、0.20mm、0.18mm
主観的、視覚的、触覚的に、0.20 mmの層厚のモデルが最も魅力的に見えます。
少し前にここで会いました、Habréで、1つの記事... ここにあります。
面白いセクション「...レオロジーまたは温度勾配」があります。
だからここ
「すべてを知っている。 すべてを忘れてください。 (C)道教の知恵。
勾配を忘れてください。 そのようなことを忘れてはいけません。
「ホットエンド」(ホットエンド)の全長に沿ってグラデーションを特別に作成する必要はありません。ノズルエリアのロッドが局所的に加熱されるため、すでにグラデーションがあります。 ホットエンドが厚く、上部で十分な熱を放散することだけを確認する必要があります。 たとえば、printbotsに配置され、RepRapで非常に人気のあるUbis Hot Endセラミックホットエンドは、通常、手で作業するときに上部で保持できます。
そして、これを実現したので、すべての吹く力は、デスクトップ、またはむしろ印刷された部分に向ける必要があります。どのくらい正確にそれを冷却するか、その品質、粗さ、幾何学的形状の正確さによって異なります。
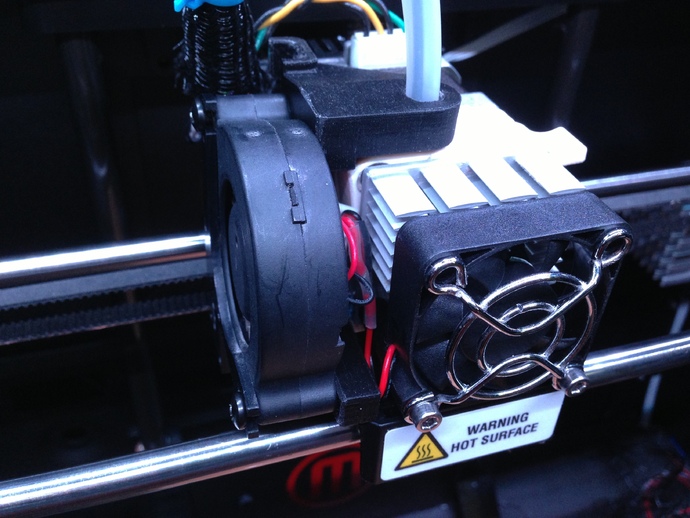
そのため、押出機のファンは次のように取り付ける必要があります。

または、次のようにした方がいいでしょ
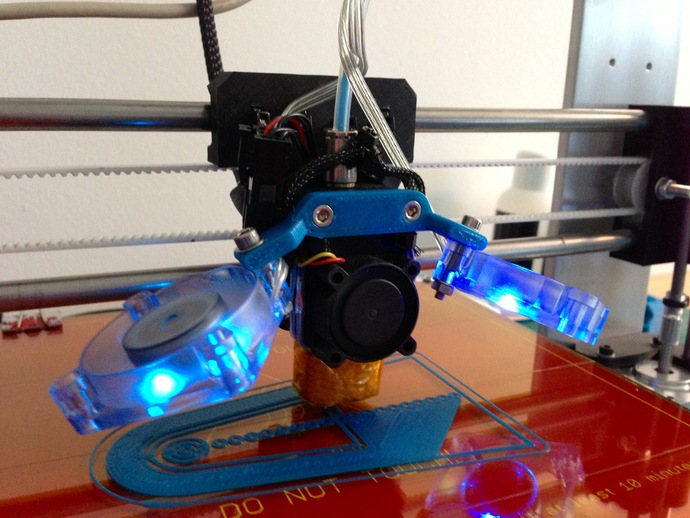
う。異なる冷却。実際、有効な速度範囲は80〜100%です。ファンはほぼ全力でほぼ常に吹きます(最初の層を除く)。
参照カエルを印刷する場合(写真の方が高かった)、システムユニットからの追加の100mmファンをプリンターの前に固定して設置し、追加の電源を供給する必要がありました。 5.5Vアダプター。しかし、これでは十分ではありませんでした。実際には、このような小さなモデルは非常に低速で印刷され、10m / sのロックです。そして、真鍮製のノズルは、ほとんど常に小さなモデルの表面全体にかかっており、文字通り、モデル全体を暖めます。モデルはプラスチックになり、目の前で広がり、変形し、ノズルにくっついて、大きな粘性の均一な液滴のようにその動きを追跡します。
したがって、あなたの謙虚な使用人は10分以内にファンの隣の彼の強大な肺に負担をかけ、人格が形成されるまで震えるワークピースを吹き飛ばしました。
次の実用モデルは、100mmファンを前面に取り付け、通常のファンで駆動するPrintrbot Jrのブラケットになります。準備状況に関する情報を掲載します。
手動の冷却設定に関しては、自動モードはかなりまともです。偏見がpre延する場合は、ファンを80〜90%に設定し、押出機の温度を3〜4℃上げます(私の場合、最良の結果は80%と193Cです)。
そして今日、おそらくそれだけです。

そして、接着剤、忍耐と愛があなたと共に来ますように。))
追記
ライフハック
- , ( , , ) , , . PLA, ( , , , 100% «» ) , . , . .
- 何らかの理由でモデルが最も不適切な瞬間にテーブルから外れ始めた場合、PVAが助けになります!接着剤を使用してモデルを周囲の周りにすばやく接着すると、暖かいテーブルに目を向ける直前に接着剤が乾燥してベースをしっかりと固定する方法がわかります。印刷後、接着剤部分は冷却後もテーブルから簡単に取り外すことができます。さらに、残りのPVAは、カプトンと部品から直接手で取り除くことができ、すすぎなくても完全に遅れます。
Ffuuh ...まあ、今ではそれで...次は、ハードコアだけで、あなたの想像力に制限はありません。))