To survive in the market, it is necessary to look for reserves to increase production efficiency. Unfortunately, some Russian enterprises are moving towards reducing operating costs by reducing staff without optimizing business processes. This leads to the fact that additional workload falls on employees without raising wages, which in the long and sometimes short term leads to a deterioration in product quality.
“Optimize your business process” - easier said than done! Today, top managers are breaking a table of methods, strategies, programs and best practices for optimizing business processes.
But I want to dwell on a hybrid solution that will allow you to visualize existing losses and focus your attention on issues important to your customers. And this solution is called the Lean Six Sigma.
Lean Six Sigma is an American Frankenstein that combines the two Lean and Six Sigma methodologies. The Lean methodology aims to reduce losses and accelerate processes, while Six Sigma uses the concept of customer satisfaction and aims to reduce the number of defects.
The history of the emergence and establishment of these methodologies is very interesting and deserves a separate article. If it is interesting, I will prepare a separate article on this topic.
If you contact the Lean 6 Sigma training company, then, in 99.9% of cases, you will receive the phrase in response: through the study of “Lean Six Sigma” you will learn how to optimize the business process.
Here are just a few of the results that Lean Six Sigma provides in the world:
- Labor productivity growth by 35-70%;
- Reduction of the production cycle time by 25-90%;
- Reduction of marriage by 58-99%;
- Product quality growth by 40%;
- Increase in operating time of equipment in good condition up to 98.87%;
- The release of production space by 25-50%.
And if, looking at these results, you thought: now I’ll introduce and immediately solve all the problems, then I have bad news for you! Lean Six Sigma does not provide a ready-made solution to your problems. The methodology will only allow you to visualize your process "as is"!
It is up to you to determine what is a loss and what is not, and even more so to figure out how to optimize your business process. “Lean Six Sigma” is a way to study your business processes. There is nothing new in it - statistics, statistics, and a couple more visualization methods.
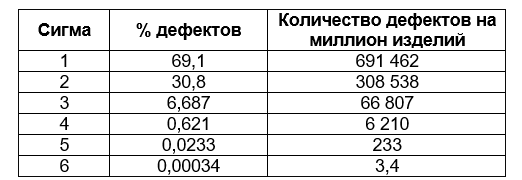
Work at the Six Sigma level is work with 3.4 defective products per million. A defect rate of 3.4 out of a million is 99.99966% Yield. Many will say: 99% is enough, and in metallurgy the standard is set at 96%. Let's compare 99% Yield and 99,99966% Yield.
Let's take a yield of 99% (at metallurgical enterprises, the standard yield is in the range from 96% to 100%):
- lost letters in the mail - 20,000 pieces per year;
- errors in prescriptions of doctors - 200,000 pieces per year;
- delayed flights at the airport - 2 flights per day.
If we take 99.99966%, the result will be completely different:
- lost letters in the mail - 6.8 pieces per year;
- errors in the prescriptions of doctors - 68 pieces per year;
- delayed flights at the airport -1 flight per year.
Work at the Six Sigma level allows you to get significant savings on the operations of "quality control" or even eliminate it if you are ready to live with this level of defect. No one disputes that this is a necessary operation, but no one will pay you for it!
The methodology does not answer the question: what level of defectiveness is applicable to my business? You have to find the answer to this question yourself. But as a rule, products have a number of essential characteristics that are influenced by various parameters; only the Six Sigma level can provide the required quality for each of these characteristics. And you yourself must accept the level of defectiveness with which you are ready to put up.
The table below shows the level of defectiveness depending on the level in sigma:
Managerial level
The managerial level is engaged in the creation of infrastructure for the implementation of improvement projects and the development of the lean manufacturing system as a whole. At the managerial level, the work of the departments is coordinated, and it is at this level that the so-called “Customer Voice” is heard.
“Customer Voice” - the expectation of the consumer from your products: quality, quantity, delivery time, equipment and other parameters. Thanks to the “Voice of the customer”, “Lean Six Sigma” will help you optimize your business processes. Based on the analysis of “Customer Voices”, you will understand what the Customer is ready to pay for - the rest is your loss.
Types of business losses:
- Overproduction. Consequences: premature consumption of raw materials; additional purchases of materials; excess stocks, loss of quality.
- Excess stocks. Consequences: the need for additional space; additional labor; the possibility of damage and expiration; the need for a search.
- Excessive transportation. Consequences: increase in costs of movement - increase in prime cost; the likelihood of product damage during transportation.
- Excessive movement. Consequences: decreased productivity; increased likelihood of injury.
- Downtime and waiting. Consequences: decreased productivity; increase in cost.
- Excessive processing. Consequences: decreased productivity; increase in cost.
- Defects and their elimination. Consequences: decreased productivity; increase in cost.
- Unused potential of workers. Consequences: demotivation of personnel; decreased performance.
The introduction of Lean Six Sigma at the managerial level is a separate type of complex art of balancing on the edge. The main thing is not to go too far, introducing this or that practice, especially often “effective” managers go too far with the introduction of 5S: they change the workspace so that it becomes impossible to work in it. As an example: at one of the enterprises I met fines for non-compliance with the rules, which are physically impossible to fulfill during the working day:
- Workplace: repair table for hydraulic balancing devices.
- Requirement: lack of tools and working fluids on the floor and desktop.
First of all, you, as a leader, will create the basic infrastructure that allows you to carry out strategic planning for the development of lean manufacturing in your business:
1. It is necessary to configure business goals and strategies based on the current and desired conditions.
2. Create a structure that will engage in the development of lean manufacturing, namely:
- will develop a strategy for the implementation and development of lean manufacturing, including a methodology and personnel training system;
- standardizes new staff competencies;
- develop and implement a system for monitoring and evaluating the achievement of goals;
- will develop a motivational and informational component for all staff.
After creating the infrastructure, you need to move on to formulating goals for upcoming improvement projects in your business. In setting goals, tools such as a decision matrix and future state modeling can be useful.
Working level
The working level is engaged in achieving the goals set at the managerial level. At this level, all work on improving business processes is concentrated.
The primary task of the working level is to reduce the variability of the process. The Polytechnic institutes of the USSR taught: no matter how bad the process is, the main thing is that it is stable! Only after stabilization of the process can we talk about its optimization.
Before setting goals for the working level, you need to make sure of just two things:
- The process is stable. Stable good, stably bad - it does not matter. You should, with a probability of 99.9%, answer the question: what will happen to the process when this parameter changes?
- Existing instructions are fully implemented. Most of the problems in Russia are that no one has opened the instructions. As part of production bypasses, when implementing projects at metallurgical enterprises, I ask you to show me instructions: technological and workers. First of all, I look at the appearance of the instructions - at a metallurgical plant, the instructions cannot be perfectly clean. If I am “comfortable” with her appearance, I already ask for knowledge of the critical moments of technology. During one of my rounds in the production workshop, I asked the senior foreman to give me his technological instructions, imagine my surprise when he got me a sealed instruction that no one had ever discovered half a year after it was issued.
If you are sure that these two points are fully implemented, then you can safely proceed to setting goals for the project.
The Lean 6 Sigma methodology focuses on the process approach. It all starts with a simple equation that is familiar from school:
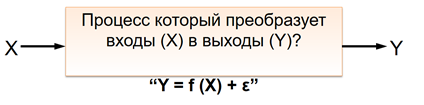
Where
X - process inputs: settings for personnel, materials, electricity, water, and so on;
Y - exit from the process, its result;
f is a function that transforms all inputs into a result;
ε is the error that we leave to ourselves: uncertainty about the ability of the process to obtain the desired result (the desired result may lie with the physical capabilities of the equipment), as well as uncertainty in our ability to adequately measure X inputs.
An error may arise due to our error, as well as due to the process itself.
As a rule, in "Lean 6 Sigma", the error is set at 5%. Inputs are converted to outputs by going through a process. Your task is to understand how changing inputs affects the exit from the process. It is necessary to analyze each result through the prism of the totality of inputs, process and error. And if you can understand how this is all interconnected - you can improve the process.
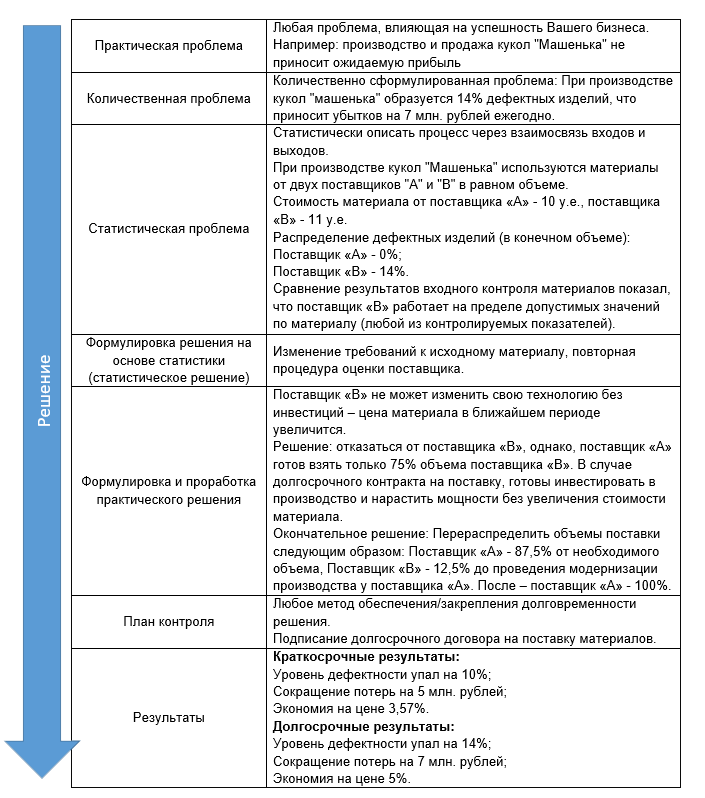
The project begins as a kind of practical problem that needs to be quantified. After expressing the relationship of inputs and outputs statistically, based on which to develop a statistical solution. Schematically, it looks like this:
In the implementation of Lean 6 Sigma projects, as a rule, the following systems, tools and approaches are used:
- 5S;
- DMAIC;
- TPM;
- SMED.
5s
5S is a system for creating a high-quality and integrated working environment used to increase the level of work safety, labor productivity and the quality of its results. The system got its name from the first letters of five Japanese words:
Seiri - sorting;
Seiton - systematization;
Seiso - systematic cleaning;
Seiketsu - standardization;
Shitsuke - perfection (compliance).
Fashionable western currents complement 5S with the concept of “Safety” and name the system 5S + 1. It is generally accepted that the 5S system originated in Japan, however, A.K. Gastev and the USSR in the field of scientific organization of labor.
As part of the work on 5S, it is necessary to perform 5 consecutive steps following the results of which, your workplace will increase your work efficiency.
TPM
Total Productive Maintenance (TPM) is an approach to managing equipment throughout its entire life cycle, aimed at preventing failures in its operation and reducing the cost of its maintenance. The approach implies that all employees, including operators, mechanics, managers and engineers, are responsible for maintaining equipment in good condition. TPM is a system that provides the perfect combination of the efficient use of production facilities and the costs of maintaining them in working condition by reducing breakdowns and downtime, as well as increasing productivity and improving equipment.
The goal of implementing TPM is to eliminate losses:
- Equipment failure
- High readjustment and adjustment times
- Idling and minor malfunctions
- Decrease in speed (speed) in equipment operation
- Defective parts
- Losses during commissioning of equipment.
SMED
SMED (Single Minute Exchange of Dies) - fast changeover. One of the many lean manufacturing methods, which is a way to reduce costs and losses when changing equipment and retooling it. It is a set of theoretical and practical methods that can reduce the time of setup and readjustment operations of equipment. Initially, this system was developed in order to optimize the operations of replacing dies and readjusting the corresponding equipment, but the principles of “quick readjustment” can be applied to all types of processes. A striking example of SMED is the pit-stop formula 1.
DMAIC
DMAIC (abbreviation from the English. Define, measure, analyze, improve, control - definition, measurement, analysis, improvement, control) - an approach to the consistent solution of problems, improvement of business processes used in production management. One approach used in the Six Sigma methodology. According to DMAIC, the solution to each task of improving the process or eliminating the problem must go through the following stages: define (determination), measure (measurement), analyze (analysis), improve (improvement) and control (control), for each of the steps in the approach, specifics are assumed what needs to be done at each stage. It is believed that such a sequence provides a structured approach that allows you to go from defining the essence of the problem to implementing improvement solutions using best practices.
DMAIC, like most improvement methodologies, is based on the Deming cycle - PDCA (abbreviation for the English Plan, do, check, act).
In Russian, the analogue of the abbreviation DMAIC - OIASK is generally accepted: definition - measurement - analysis - improvement - control.
At the first stage - determination - it is necessary to determine the customers, the justification of the project, the scope, purpose and time frame of the project.
At the measurement stage, the basic project metrics, the reliability of the data source, and the current state of the process are determined.
The analysis stage is to study the capabilities of the process, the causes of the problem, possible risks.
At the stage of improvement, the modification of processes and systems, structural decomposition of work is carried out.
The last stage - control - is designed to maintain process changes, prepare reports and close the project.
That's all, if someone would be interested to really learn each of the tools and techniques - I will provide the material absolutely free! I can also do a series of training articles from 5S to Lean 6 Sigma here.