個人的に重要だと思った瞬間だけを書き込もうとしました。
コントローラーソースへのリンクと設定されたEclipse + gccシェルなどは、ムービーと同じ場所にあります。
創造の歴史
複雑な形状のこの小さな「小さなもの」を作る必要性に定期的に直面して、私は最初に3Dプリンターについて考えました。 そして、それを始めました。 しかし、フォーラムを読んで、3Dプリンターの速度、結果の品質と精度、欠陥の割合、熱可塑性プラスチックの構造特性に感謝しました。これは単なるおもちゃに過ぎないことに気付きました。
中国からの部品の注文は1か月後に行われました。 そして、2週間後、マシンはLinuxCNCの制御で動作しました。 私はすぐに(プロファイル+スタッド)したかったので、手元にあるすべてのゴミから収集しました。 後でやり直すつもりでしたが、判明したように、機械は非常に硬く、結局一度でもスタッドのナットを締める必要はありませんでした。 そのため、デザインは変更されませんでした。
マシンの初期動作は次のことを示しました。
- china noname 220Vドリルをスピンドルとして使用することはお勧めできません。 それは過熱し、ひどく大声で動作します。 カッターの横遊び(ベアリング?)が手で感じられます。
- Proxonは静かです。 バックラッシュは触知できません。 ただし、5分後に過熱してオフになります。
- LPT双方向ポートで時間通りに撮影されたコンピューターは便利ではありません。 時間をかけて取りました(PCI-LPTの検出が問題であることが判明しました)。 場所をとります。 とにかく..
最初の操作の後、水冷式のスピンドルを注文し、320x240 LCDスクリーンを備えた最も安価なバージョンのSTM32F103で自律運転用のコントローラーを作ることにしました。
なぜ人々がまだ比較的複雑なタスクのために8ビットのATMegaを頑固に苦しめているのか、そしてArduinoを通してさえ私には謎です。 おそらく困難が好きです。
コントローラー開発
このプログラムは、LinuxCNCとgbrlのソースをよく見てから作成されました。 しかし、それらも、軌道の計算のソースも取らなかった。 floatを使用せずに計算モジュールを書きたいと思いました。 32ビット演算専用。
結果はすべての動作モードで私に合っており、長い間ファームウェアに触れていません。
実験的に選択された最大速度:X:2000mm /分Y:1600 Z:700(1600ステップ/ mm。モード1/8)。
ただし、コントローラーのリソースによる制限はありません。 ステップをスキップするという既に厄介な音のすぐ上、空中を真っ直ぐなセクションでも。 TB6560の予算の中国のステップコントロールボードは最適なオプションではありません。
実際、木材の速度(ブナ、深さ5mm、d = 1mmフライス、0.15mmピッチ)は1200 mm以下です。 フライスの可能性が高まります。
その結果、次の機能を備えたコントローラーが作成されます。
- 標準のUSB大容量記憶装置(SDカードのFAT16)として外部コンピューターに接続します。 標準形式のGコードのファイルを操作する
- コントローラのユーザーインターフェイスからファイルを削除します。
- 選択したファイルの軌跡を表示し(640x320の画面が許す限り)、実行時間を計算します。 実際、時間の追加による実行のエミュレーション。
- テストフォームでファイルの内容を表示します。
- キーボードからの手動制御モード(「0」の移動および設定)。
- 選択したファイルのタスク実行の開始(Gコード)。
- 実行を一時停止/続行します。 (時々役立つ)。
- 緊急プログラムの停止。
コントローラーは、同じLPTコネクターを介してステップ制御ボードに接続します。 つまり LinuxCNC / Mach3で制御コンピューターとして機能し、交換可能です。
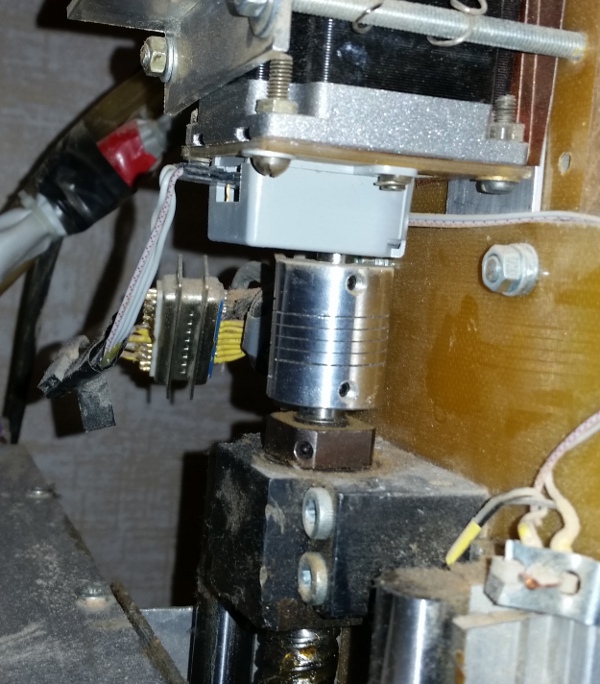
木の上の手描きのレリーフを切り取る創造的な実験と、プログラムの加速設定の実験の後、軸に追加のエンコーダーが必要になりました。 e-bayで、比較的安価な光学式エココーダー(1/512)を見つけました。ボールねじの分割ステップは5/512 = 0.0098mmでした。
ちなみに、ハードウェア回路を使用せずに高解像度の光学式エンコーダーを使用することは(STM32では)無意味です。 割り込み処理も、プログラムポーリングも、「バウンス」に対処することはありません(ATMegaファンの場合はこれを言います)。
まず、次のタスクが必要でした。
- テーブル上での高精度の手動位置決め。
- 計算からの軌道の制御偏差によるスキップステップの制御。
しかし、彼は、かなり狭い作業ではあるものの、彼らのために別のアプリケーションを見つけました。
エンコーダーを使用してステッピングモーターを備えた機械の経路を修正する
レリーフをカットするとき、Zに沿った加速度を特定の値よりも大きく設定すると、Z軸がゆっくりと、しかし確実にdownい出し始めることに気付きました。 しかし、この加速でのレリーフ切断時間は20%短くなります。 0.1 mm刻みで17x20 cmのレリーフ切断の終わりに、カッターは計算された経路から1〜2 mm下がることができます。
エンコーダーによるダイナミクスの状況の分析により、ミルを持ち上げるときに、1-2ステップが失われることがあることが示されました。
エンコーダーを使用した簡単なステップ補正アルゴリズムは、0.03 mm以下の偏差を与え、処理時間を20%短縮します。 そして、木の上の0.1mmの突起でさえ気づきにくいです。
建設業
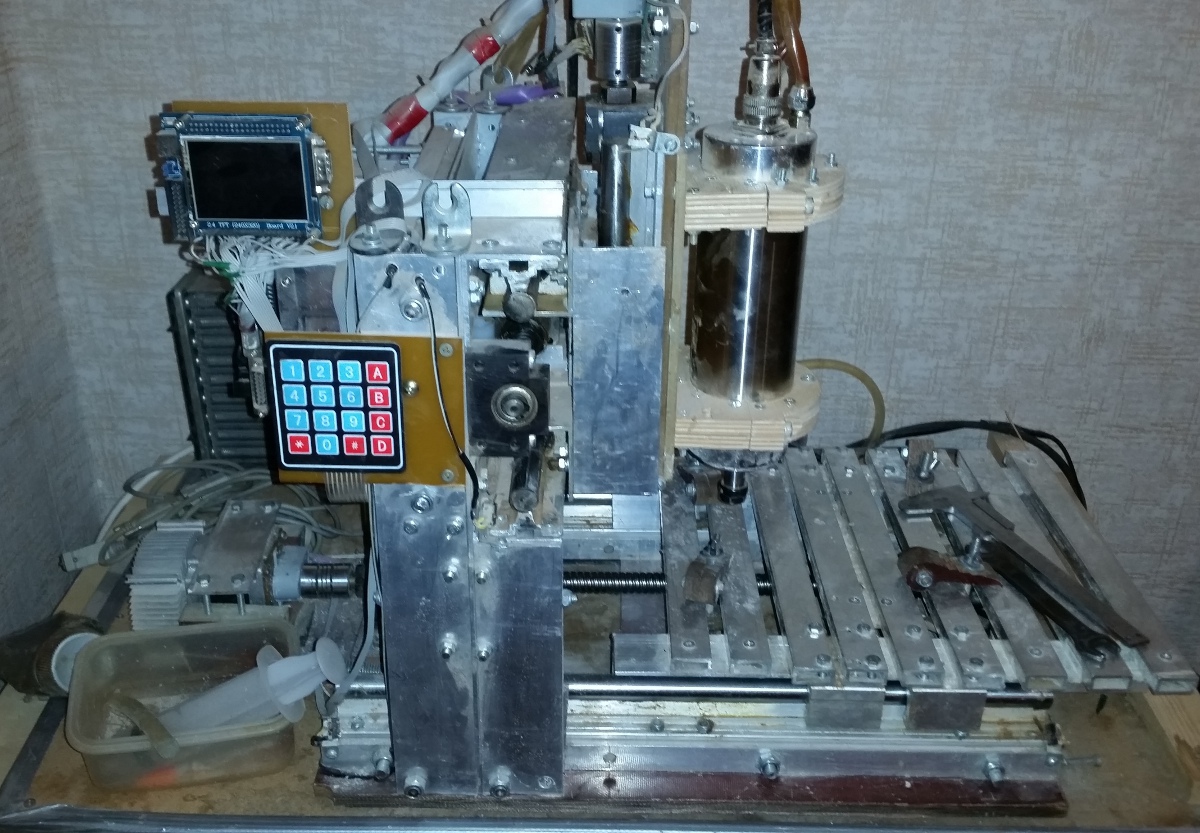
趣味のための理想的なオプションは、A4よりわずかに大きいフィールドを持つデスクトップバージョンと見なされました。 それでも、これで十分です。
可動テーブル
誰もがデスクトップマシン用の可動ポータルを備えたデザインを選択する理由は、私にはまだ謎のままです。 唯一の利点は、非常に長いボードを部品単位で処理できること、またはポータルの重量よりも重い素材を定期的に処理する必要がある場合です。
操業の全期間にわたって、3メートルのボード上の部品を浮き彫りにカットしたり、石板に彫刻する必要はありませんでした。
移動可能なテーブルには、デスクトップマシンにとって次の利点があります。
- 構造はより単純であり、一般に、構造はより堅固です。
- すべてのジブル(電源、ボードなど)は固定ポータルに掛けられており、マシンはよりコンパクトで持ち運びに便利です。
- テーブルと処理用の一般的な材料の質量は、ポータルとスピンドルの質量よりも大幅に小さくなっています。
- スピンドルの水冷用のケーブルとホースの問題は事実上なくなりました。
主軸
このマシンは電力処理用ではないことに注意してください。 動力処理用のCNCマシンは、従来のフライス盤に基づいて行うのが最も簡単です。
私の意見では、金属加工用の機械と、木材/プラスチック加工用の高回転スピンドルを備えた機械は、まったく異なるタイプの機器です。
少なくとも意味のない普遍的なマシンを自宅で作成します。
このタイプのボールねじとリニアベアリング付きガイドを備えた機械のスピンドルの選択は明確です。 これは高回転スピンドルです。
一般的な高速スピンドル(20,000 rpm)の場合、非鉄金属のフライス加工(スチールについては問題ありません)は、スピンドルの極端なモードです。 まあ、おそらくそれは非常に必要です、そして、私はクーラントに水をまきながら、通路ごとに0.3mmを食べます。
工作機械のスピンドルは水冷を推奨します。 動作中、ステッピングモーターの「歌声」と冷却回路内の水槽ポンプのゴロゴロ音だけが聞こえます。
そのようなマシンでできること
まず、ケースの問題はなくなりました。 どんな形状のボディも「プレキシガラス」から削り出され、完全に滑らかな部分に溶剤で接着されます。
グラスファイバーは普遍的な材料を拒否しました。 機械の精度により、ベアリングシートを切り取ることができます。ベアリングシートは、少し引き締まった状態で、必要に応じて冷やされ、引き出されません。 PCLギアは、正直なインボリュートプロファイルで完全にカットされています。
木材加工(レリーフなど)は、ある人の創造的な衝動を実現するための、または少なくとも、別の人の衝動(既製のモデル)を実現するための広い範囲です。
しかし、私は宝石を試していません。 フラスコ/溶融/フラスコを注ぐ場所はありません。 宝石のワックスのバーが翼で待っていますが。