3Dプリンターについては、多くのことを書き、熱意を持って書き、多くのモデルと技術、そして多くのスキルを説明しています。 そして今、私はあなたの前に立っています。リトアニア出身のシンプルなロシア人(C)で、3Dプリンターを持っています。 もちろん、彼は自分で組み立てました。 セットからではなく、1年半前にはセットがほとんどなく、高価でした。 私はインターネットだけに焦点を合わせて、すべて自分で計画し、選択しました。 しかし、これは私が伝えたいことではありません。後で何が起こったのか、その構築後、そして質問が寄せられているのについて話したいです-これはなぜですか? -彼は何ができますか? -なぜ買うの? -テクノロジーに情熱を傾ける多くの人々に自問してください。
順番に見てみましょう。最初に構築しました。 多くの技術的な問題を絶えず解決しなければならず、異常な作業の理由を見つけるために、多くの場合間接的な兆候によって計算することによって、非常に興味深いものでした。 テクニカルパズルの一種のゲーム。 稼いだ。 設立されました。 可能な限り改善が見られました。 いくつかしました-非常に喜んで。 それから彼は、プリンター用の本当に便利なエンドセンサーアセンブリーを開発しました。 私も一度売りました。 さて、センサーのセット-あなたはこれで豊かになることはありませんが、私はバイヤーの心からの感謝から受け取った何と大きな喜びです。 プリントヘッドをいじくり回す-優れた仕上がり(MK IVのブランド)にもかかわらず、いくつかの欠点もあると確信しました。 はい、1つしかありませんでした。 自分で開発した-何かが起こったとき、あなたは笑いますが、完全ではありません。 確かに、私は盲目的にではありませんでしたが、利用可能なものを注意深く研究し、彼らが書いたものを読んで、それからそれをしました。 それから彼は理解し始めました。 実験する。 失望とうつ病の長い休憩がありましたが、これは例えば象の背中を折ったストローなどのプリンターとは関係ありません。 現在、直径の異なる4つのヘッドがあり、プリンターは通常の3倍の速度で印刷し、150ミクロンのレイヤーで印刷します。 また、高価な輸入フィラメントではなく、トリマー用の安価な釣り糸で印刷されます。 トリックがないわけではありませんが、非常に非常に耐久性があります。
写真で詳しく説明しますが、今:
だから、間違いなく、プラスチックから小さなものを作る便利な方法と技術的な創造性から多くの肯定的な感情を得て、技術的な問題を解決するスキルを向上させました。 そのようなもの。 しかし、彼らが私を科学者および化学者、技術者として訓練したことを忘れないでください。 つまり、私はすでに特定のスキルを持っていて、結果を見つける方法論を習得しました。さらに、アマチュア電子エンジニアおよびコンピューターの専門家でもありました。
そのため、この買収方法の規模が問題になっています。 今、私はそれらについてのハブリルに関する別の記事を読みました、そして、何かがそれを思い出させました...私は古い科学的で技術的なジャーナルを持っています、私は覚えています。 だから、60年代、70年代、80年代-それはどこにでも書かれていて、コンピューターの驚くべき能力についてますます、彼らはますます小さくなり、小さくなり、少し離れて、そして人生に現れました。 給与の計算とその印刷されたシートはもたらす-だから、結局、またエラーで! その列車の切符は、モスクワで、突然買うのが異常に良くなります。 それから、家庭用コンピュータ-BK-0010、Radio-86、Mikrosha-が登場しました。これらは主に独自の技術的創造性のために使用され、実際に適用するのは難しく、不便でした。 数千の決定的ではなく不便なアプリケーションが発明され、近代化されました-56K(!)メモリと64K ROM(!)を備えたRadio-86がありました-それには必要なプログラムがすべて含まれていましたが、当時は業界にコンピューターがなかった領域がありましたもうしません。 しかし、彼らは人々からどれほど離れていたのでしょう!(C)。 現在の3D印刷の状況と非常によく似ていました。-多くの「ハム愛好家」が小さなFDMプリンター (つまり、何かのトリクルを印刷する人)をいじっています。そのとき、歯科医と宝石商すでに完全に使用しています。 医師、これまでのところ単一のコピーで-しかし、単一の製造のために費用がかかりすぎる場所で使用されています
技術進歩の開発のための別のツールを入手したことがわかりました。 これまでのところ、それだけです。 しかし、医学はまだ始まったばかりで、積極的に使用を開始する準備をしています。これは理解できることです。医学はハイテク産業です。 おそらくあなたはそのような場所をたくさん見つけることができますが、Habrの読者にむき出しの推論だけを広めるのは不誠実です-たとえトピックであっても、正直であっても。
それで、今日、私たちのホームプリンターのノードの1つであるプリントヘッドがどのように機能するかについてお話したいと思います。 あなたが言う-なぜそれが面白いのですか! プラスチックが溶けて穴を流れます。 3つの言葉で言えば、そうですが、数十の異なるモデルの頭部がこの定義に該当し、その中で完全に失敗した場合、人々は絶えず掃除し、汚れたプラスチックを呪います。 ああ、私はこの理由について何か疑っています。 PLAポリラクチドでのみ正常に機能するヘッドがあります。 非常に環境に優しいとはいえ、どこでも良いとはほど遠い。 むしろ、安価で安定したプリンターを簡単に作成できるため、優れています。 特に高速で、あまり溶融しないプラスチックで作業している場合、作業から十分に迅速に劣化するヘッドがあります。 興味深いことに、私が部分的にインターネットで掘り出した一般的なパターン、部分的には自分自身を見つけようとします-私は多くの経験を積んで、多くのことを考えなければならなかったので、たまたま混乱しました。そして、私のシステムの測定結果に応じて私が書いたものを考慮に入れるので、それらは通常のものとは異なるかもしれません。 私はすべてをチェックしようとしました-ある程度まで。 考えてみてください、この情報から恩恵を受けるかもしれません。
それでは、これまでで最も一般的なタイプのプリンターのヘッドについて話しましょう。1つまたは別のプラスチックの釣り糸が印刷可能なオブジェクトに変わるプリンターです。 釣り糸は通常、フィラメントまたは溶接棒と呼ばれます。 その材料は通常ABSプラスチックです。これは、アクリロニトリル-ブタジエン-スチレンがかなり普通のプラスチックであることを意味します、PLAも一般的です、ポリラクチド、ロシア語でこの名前は正しいです、英語からの直接翻訳にもかかわらず、このポリマーは特別に生産されます3Dプリンター用。 ただし、理論的には、ほとんどすべての熱可塑性プラスチックを使用できます。 実際に使用-ナイロン/ナイロン、ポリビニルアルコール-それは水などに溶解することができます。 PLAプラスチックは、問題が最も少ないため、ほとんどすべての環境で部品が入手されるため、プリンターメーカーに愛されています。 噂は、他の多くのタイプのプラスチックに印刷する職人についてです。
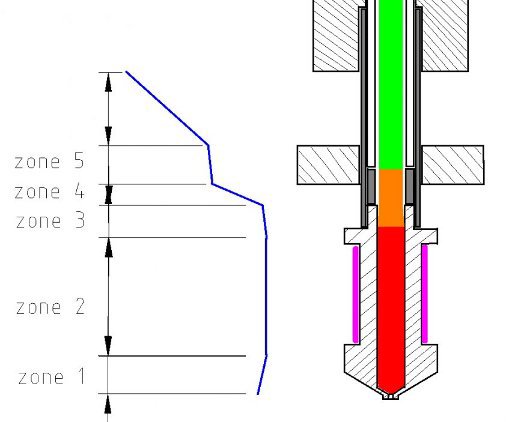
そのため、フィラメントが溶融してポリマーの溶融ストリームを押し出すプリンターの部分は、プリントヘッドと呼ばれます。 その重要な部分は押出機で、フィラメントをつかみ、ヘッドの別の加熱された部分、つまりホットエンドにフィラメントを押し込みます。 上の写真にあります。 コンテキスト内のホットエンドの画像と、温度の分布方法を見てみましょう。 reprapology.info/archive/1422/rheologyの同僚に感謝しなければなりません
-このページから、ヘッドからの溶融糸の溶融と押出しがどのように発生するかについての最初のアイデアを得ました。 スキームによると、ヘッドの外側の紫色はニクロムまたはカンタルで作られた加熱スパイラルですが、抵抗器はヘッドのヒーターとしてよく使用されます-これは生産では便利ですが、抵抗器が局所的に配置されているため、加熱場の信頼性と均一性が低下し、局所的に過熱します。 ただし、ここでは根本的な違いはありません-抵抗または巻線。
ヘッド下部の赤色は溶融ポリマーのゾーンであり、ポリマーは温度範囲で粘度が変化するため不均一であり、オレンジゾーンはポリマーが既に可塑性まで温まっているがまだ流動していない領域です。 このゾーンは非常に重要です-その中で、プラスチックのロッドがわずかに拡張し、壁にぴったりとフィットし、ピストンに変わり、出口-ダイを通して溶融物を押し出します。 緑は、延性の大きな変化がまだ発生していないゾーンであり、バーは折り目を付けずに圧力をさらに伝達します。 異なるシェーディングは、真鍮製のヘッドとアルミニウム製のラジエーターを示しています。 フッ素樹脂製ガイドチューブは、摩擦が非常に少ないため、白色で強調表示され、それに沿ったバーは最小限の抵抗で通過します。 灰色-ヘッドとラジエーター、およびライナーを搭載したステンレススチールチューブ-最も熱い部分のテフロンチューブへの機械的ストレスを回避します。 これは重要です-そのような状況では、テフロンは非常に機械的に不安定であるため、ここではあらゆる場所でスチールに接しています-少し漏れることがありますが、すぐにテフロンチューブのこの部分は非常に簡単に交換できます。 ステンレス鋼のチューブは、銀のはんだで真ちゅう製のヘッドにはんだ付けされています-そのため、熱安定性と強度についての質問はありません。 リング(摩擦を減らすために、内側から研磨されています!)単純に内側に挿入され、テフロンチューブで押し下げられます。 注意してください-ステンレス鋼は熱伝導率が低い必要があります。このため、選択されました。 通常、これはX18H10のようなものです。
左側の写真では、チューブの軸に沿って温度プロット(近似グラフ)が表示されます。 スケールの精度を保証することはできませんが、方向は正確でなければなりません。 ゾーンのマークが付いている軸から離れるほど、温度が高くなります。 したがって、最後から始めて、ゾーンごとに説明します 。トップ-すべてがクールです。
ゾーン6-ステンレス鋼は熱伝導率が低いため、チューブ内の温度が均等に上昇し、成長が非常に速くなります。 ここでは特別なことは何もありません。 テフロンインサートは良好な状態で機能し、フィラメントはゆっくりと暖まり、チューブを通過する熱は上部ラジエーターまたはホルダーによって放散されます。
ゾーン5その中には、小さなアルミ製ラジエーターがチューブに取り付けられているため、温度はほぼ一定で、プラスチックの軟化の始まりよりも高くない領域にあります! ゾーン4からチューブを流れる熱は、ラジエーターによって放散される時間があります。ゾーン4のチューブは、高温部と低温部の間の熱障壁であるためです。
ゾーン4-プラスチックのアクティブな軟化ゾーン、遮熱ゾーン。 その長さは大きくありません。 その後、プラスチックが暖まり始め、コルクが形成されます。コルクは、ピストンをますます押すように機能します。 reprapology.infoの同僚が示したように、プラグピストンの長さが長くなると、摩擦の増加と痛みを伴うクリーニングの問題により印刷が停止します。 このコルクが成長するのを防ぐために、5番目のゾーンでは小さなラジエーターがより高く使用されます。 ステンレス鋼からサーマルブリッジに沿って熱が流入すると、それが加熱され、より多くの熱を放散し始めます。 したがって、プロセスは自己安定化であり、持続可能な作業の領域に入ることはまったく難しくありません。 ラジエーターによる熱放散が大きく、ヘッドとラジエーター間のブリッジの熱抵抗が大きいため、距離に伴う温度上昇が大きくなります。これは、最適な作動温度のポイントがこのセグメントに収まり、短く効果的なピストンを作成する可能性が最も高いことを意味します。 コーンにステンレス鋼のチューブを開ける必要さえありませんでした。テフロンインサートが出し入れできるように、わずかに拭いただけです。 挿入リングはよく磨かれています-もちろん内側から。 下側のヒートシンクのサイズは、その温度がおそらく100〜110度の範囲になるように選択する必要があります(これは、プリンターのデスクトップの通常の温度です)。 これは、可能な限り遮熱ゾーンが想定される動作温度範囲内にあるように行われます(コーキング!)。 つまり、要するに、ヘッドの安定した動作のためには、温度が短時間(235を考慮)の作業温度からほぼ作業テーブルの温度まで変化する、熱抵抗の高い狭い領域(熱障壁と呼ばれる)が存在する必要があります。 下のラジエーターをこの温度以下に下げるのは不便だと思います-コルクゾーンの実際の幅を制御するのが難しくなり、多くの熱がステンレススチールチューブから漏れず、さらに余分なエネルギーが失われます。 はい! 重要! ほとんどのヘッドは、小さなファンで連続的に吹くように設計または動作します!
ゾーン3-コルクの最終的な形成が起こるのはこの中だと思います。かなり強い加熱があるため、これは真鍮製のヘッドとスチールチューブの接合部です。 しかし、この熱は何らかの方法でフィラメントを溶かす働きをします。
ゾーン2-アクティブ融解ゾーン。 バーを作業ヘッドから引き抜くと(実験)、壁からある程度離れた中央部分が未溶融のままであることが明らかになりました。つまり、理論が約束するように、壁からバーの中心まで溶融が発生します。 アクティブな加熱ゾーンは非常に広範囲に選択されました-センチメートル半。 直径3 mmのロッドの場合、それはよりゆっくりと暖まるので重要です。さらに、ヒーターを巻く方が便利です-向きを変える場所があります。
ゾーン1温度はほぼ安定しており、ノズルに向かって徐々に低下します。ここでは、温度センサーを配置するとよいでしょう。実際に流れる溶融物の温度に最も近い温度が表示されます。 真鍮部分の全長は、一般的なJ-Head Mk 5-VBと同じです。

加熱された部分とステンレス鋼のチューブの接合部にねじ接続が存在しないこと-断熱材は、溶融物が漏れないため、それ自体を正当化し、内部に入ったプラスチックでねじをほどくことはまだ難しいと言われるべきです。 プラスチックの交換や時々硬化が発生した場合、ホットエンドをクリーニングすることは難しくありませんでした-加熱のためにヘッドをオンにし、待機し、押出機を逆にしてフィラメントを取り出し、手で助けて、竹のバーベキュースティックでダイを通して液体残留物を絞り出します-直径はちょうど合っています。 非常に必要な場合は、ドリルで溶融物を取り除くことができます-プラスチックが溶けるまでプラスチックで温めます。 葉緑体も、高温で簡単に引き抜かれます。
オールメタルのホットエンドが人気を博している理由についての詳細。 はい、特にフッ素樹脂を使用する場合、プラスチックは金属よりも摩擦が大幅に少なくなります。 唯一の問題は、機械的応力下のフッ素樹脂(テフロン)が、常温でもわずかに流れて曲がることです。 この特性により、テフロンが熱障壁の役割を果たしていた構造がほぼ完全に消失しました。 それはひどく判明しました。 それを内部ライナーとして使用することは残っています-漏れる場所がなく、チャネルのわずかな湾曲が不快なものにつながることはなく、管状ライナーは簡単に取り外して新しいものを挿入することができます。 確かに、私はまだそれらを変更する必要がありませんでした。 見るために取り出してください-取り出しましたが、変更するために-いいえ。 ここで彼は競争相手ではありません-非常に滑りやすいです。 熱障壁には、異なるタイプのプラスチックがよく使用されます(上の写真のように)-PEEK。 これは非常に強く、耐熱性が高く、滑りにくいプラスチックです。 ちなみに-そして高価で、希少。 ヘッドの問題は、それが使用されている場合、最大動作温度が約250ºであることです。 上記は、ネジ接続による漏れのリスクです。 ただし、通常、このような温度で十分です。
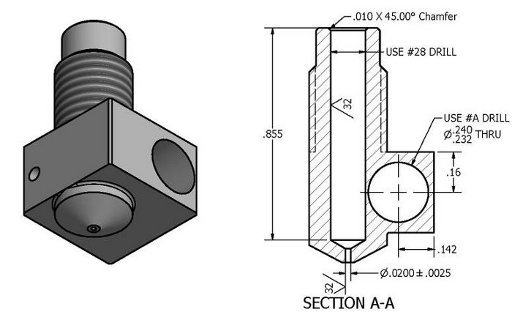
プリント自体について-図面を見てください。ホットエンドの終わりには、ダイの周りにそのようなパッチがあり、プラスチックの突出した流れを滑らかにするのに役立ちます。 印刷時、レイヤーの高さは設定で示されます-常にダイの直径より小さくなります。 たとえば、0.35 mmの場合、高さは0.2 mmと0.25 mmになりますが、必要なものによって異なります。 したがって、シリンダーの形で押し出されているプラスチックの細流は、ヘッドの端にパッチで塗られています。 わずかなスミアリングでは、レイヤー間の最悪の接続が得られ、大きなスミアリングでは、線幅が大きくなり、印刷解像度が低下します。 絞られた釣り糸では、その完全な均一性でさえ、泡を見ることができます-これは、フィラメントが蓄積する可能性のある水です。 ABS-弱い空気から水分を取り込み、弱いカプロン-強い空気を取り込みます。 そして、湿ったカプロンで印刷すると、製品は著しく柔らかく、わずかに軽くなります。
何とかして頭の能力を評価できるようにするために、私は一連の実験を行いました。 私が興味を持っている主なパラメーターは速度でした。 印刷を制御するプログラムPronterfaceを使用すると、ヘッドの温度、デスクトップ、押出機の送り速度など、すべての印刷パラメーターを手動で設定できます。 スレッドは空中に絞り込まれ、他の障害物はまったくありませんでした。 プラスチック糸の収率は、長さ方向の糸のかなりの不均一性により、重量で推定されました。 これは、ノズルの出口で糸に作用する押出糸の重量の不均一性によるものであり、最も容易に引き伸ばされます。簡単な操作中のプラスチック漏れの影響を避けるため、測定の前に、押出機が停止したときに押出機が非常に速く壊れ、測定部がすでに押し出され始めた(非常に大きい-10 cmのフィラメント)小さい部分を押し出すようにコマンドが与えられました。また、非常に高い送り速度で現れる現象に対して対策を講じる必要がありました。ホブボルは、滑りにより材料の一部をかじり始めました。これにより、最大20%の歪みが生じる可能性があります。したがって、高速で測定した後、フィラメントの10 cmを中速で単純に排出する必要がありました-むしろ、速度に焦点を合わせていませんでした-ノズルの直径によって異なる場合がありますが、ファイリングされたピースの理論上の重量の違いに焦点を当て、実際に絞り出されます。
差が2回以上の場合、フィラメントの損傷は大きかった。私はナイロン印刷について話しています-ABSは私にとってあまり興味深いものではありません。特にエキゾチックなものはありません。たぶん後で。小さくて正確な旋盤を手に入れたら、さらに高速の印刷を試みることができます。ABSも可能です。
そして、これが私の作品のもう1つの頭です。BASS(真鍮-アルミニウム-ステンレス鋼)材料に基づいてそれを呼び出しましょう。

だから、ミスを避けるためにこれらすべての対策を講じて、さまざまな速度、温度、頭でプラスチックを押し始めました
。 -Head Mk 5-VB-ネイティブ、米国、0.4mmノズル。
ノズルの出口で、直径に沿ってプラスチック糸の速度を導きました。
実験の表、私はここで、結論だけを与えません。 130〜200 mm /分のフィラメント送り速度で、ノズル出口での漏れ速度は最大90または120 mm /秒に達しました。それぞれカプロンとABS用。飼料のさらなる増加は、押出の減少のみをもたらした。スリップが増加し、スポーリングが増加し、速度は増加しませんでした。ただし、温度を240ºから245に上げると、漏れ率が25%増加しました。
ここでは、プラスチックの加熱が不十分であると性能が制限されることが明確にわかります。
このモデルの温度は大幅に上げませんでした-推奨限界に近いためです。
2. BASS-0.6ヘッド-ノズル直径0.6 mm、温度230°Cおよび240°Cで、
264 mm / minのフィラメント供給では、限界に達しませんでした。この場合、せん断速度は約90 mm / sでした。これは、ノズル断面積が大きいため、Mk 5ヘッドのプラスチック消費が約200 mm / sに相当します。同時に、スリップはわずか約20%でした。つまり、速度を上げることができました。溶融効率は、おそらくリング巻きとミニラジエーター(短いプラグピストン)を使用した設計により、はるかに優れていることが判明しました。
3.直径0.3 mmのBASS-0.6ヘッドは、私が作ることができる最も細いノズルです。
ここで、パフォーマンスが狭いノズル内の流れに対する抵抗にかかっていることは明らかです。
このために、240º、250º、260ºの温度で一連の実験を行いました。温度が上昇するごとに、最大速度は増加し、95-110-140にとどまりました。
それから私はもう一つのことをしました。私は卓上に細い紙やすり(600)を敷き、頭をわずかな圧力(もちろん寒さの中で)に下げ、前後に走り始めました。研削しやすくなったときに、0.1 mmずつ3回下げました。これにより、厳密な平行度が得られ、ヘッドの狭いチャネルが0.3 mm縮小されました。このアクションにより、最大170 mm /秒の速度が得られました。
だから、私は自分のために、さまざまな温度での最大速度のかなり正確な知識と、これらの条件の飼料の欠陥を得ました。つまり、この速度で実際にプラスチックがどれだけ少なくなるかです。その後、彼は1.25のプラスチック飼料補正を導入しました。温度は260°Cに設定され、設定内のすべての速度は90〜140mm / sに近くなりました。
圧力のない単純なホットヘッドでは、かなりの量の溶融物が流出する可能性があり、開始コマンドによって、ヘッドのすべてのボイドが満たされたときにのみ押出が開始されます。時々このため、最初の層の接着に問題がありました-これは重要です!さて、印刷する前に、テーブルとヘッドの両方を動作温度まで暖め、中程度の速度で少量のバーを絞るコマンドを与え、その後モデルを印刷するコマンドを与えます。この場合、糸はすぐに動き始め(より正確には、中断されません)、この接着不良の原因は取り除かれます。また、重要なポイント-印刷テーブルの動作温度を50ºに設定しました。100と110を試しました。貼り付きは悪くなりましたが、貼り付きは良くなりました。冷たい製品のカプトン粘着テープからナイロン製品をはがすのは非常に困難です。カプトンは粘着フィルムですそれはガラスに接着されており、印刷のための一般的で便利な基材です-ほとんどすべてがそれにしっかりと付着し、必要なときに剥がされます。そこで、今は50℃で印刷し、印刷が終了したら、テーブルを100〜110℃に加熱し、ウォームアップして分離し始めるまで待ちます。大幅に改善されました。
また、カプロンでできた寸法が数センチメートルを超える固体製品では、その縁が上方に曲がり始め、基材の後ろに遅れることが重要です。スカート(この現象に対抗するために利用可能な機能)は少し役立ちます。つまり、それは役立ちますが、プラスチックが非常に硬いので、スカートをカプトンから分離せず、カプトンをガラス基板から局所的に分離する場合、それは事実です、それほど悪くはありませんが、それは状況を容易にし、充填密度が低く、壁が薄く、穴がなく、カット、ベンド。製品の設計段階で決定する必要があります。 ABS-存在しますが、それほどの変形はありませんが、少ないです。しかし、彼らは言う、PLAはこの特性を全然持っていない。さらに、ABSプラスチックは美しく割れたり割れたりします-非常に壊れやすいですが、完璧にくっつきます。亀裂にアセトンを一滴、10分後、すべてが再び元気になります。しかし、カプロンは壊れませんが、固まりませんが、十分な柔軟性があります。
だから-すべてがうまくいった。あちこちで、最初のレイヤーでは、不規則な広がりが見られます-しかし、最初のレイヤー...もちろん、正確な印刷のために、速度と温度の両方を下げることができます。しかし、私は得た結果が本当に気に入りました。今の主なことは、製品を適切に設計する方法を学ぶことです。彼らが曲がっておらず、非常に良いように。プリンタのファームウェアの制限により、温度を270°Cに上げることに成功しませんでした-再実行する必要があります。 265ºを塗布する試み-増加しなかった-最小粘度に達しましたか?速度をさらに上げるには、内側部分の異なる構成でヘッドを作成する必要があります。
したがって、最大速度(およびスライサー設定で設定)で特定の温度で、カプロンが特定の直径のノズルを介して押されるテーブルを取得しました(0.3および0.6が十分にテストされています) 。そうすることで、押出倍率の補正の大きさを知ることができます。ノズルの直径が0.4 mmの場合、最大速度は200 mm / sに達することがあります。これは推定であり、BASS作業ヘッドが0.4 mmあるかどうかを確認できますが、遮熱管を短くする必要があります。
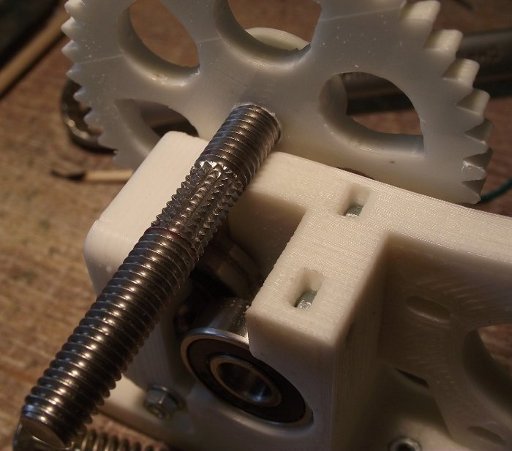
プリントヘッドの重要なポイントは、押出機の送り機構です。その作業の有効性が印刷品質を決定します。カプロンは硬くて滑りやすいため、ホプボルトバーを効果的に押すために、カプロン印刷でクラッシュする必要があります。これは、圧力スプリングが十分に強く、ホブボルトのノッチが非常に鋭くなければならない場合にのみ可能です。より正確には2つのポイント。ホッボルトとは、円周の周りに適用されるリスクのあるボルトで、フィラメントに押し付けられ、それをつかんで正しい方向に推進します。直径1.75 mmのフィラメントを使用する場合、これはおそらくそれほど重要ではありませんが、直径3 mmでカプロン/ナイロンを使用して印刷しようとすると、ホブボルが硬いカプロンで滑り始める可能性があります。したがって、私は「ダイヤモンド」ノッチのあるホビーボルトを使用します-Braino教授のPrusa Build Logから彼女のアイデアを得ました
一般に、それはうまくキャプチャされ、連続したすべてが、過度の圧力で柔らかいABS上でのみ、バーを砕くことができます-おろし金のように、頭にプラグがある場合-まあ、とにかく、あなたは問題を解決する必要があり、趣味のボルトではありません
フィラメントの直径が3 mmで、ウェイド押出機の場合、合計のバネ力は約7〜20 kgでなければなりません。もちろん、これは押出機の設計に依存します。
結論として、プリントヘッドの非常に重要なパラメーターは重量であり、これは理解可能であり、重いヘッドを高速で動かすことは困難であり、これらは余分な負荷、シャーシの振動であると付け加えるべきです。ボウデン押出機の解決策の1つは、モーターとホットエンドで押出機を分離することであり、残念ながら欠点があるため、最も単純で最も信頼性の高いソリューションのみに焦点を当てたため、使用しませんでした。
これで、許可された発言を停止します(C)。0.4および0.5 mmのヘッド用のテーブルを作成する必要があります。ABSの場合は、ヘッドの内部プロファイルを変更する必要があります-役立つような注記があります。