ルーターのモデルを決定し、サプライヤーとの最初の交渉を行い、購入の精神的な準備を始めたとします。 他に何を始める必要がありますか?
多くのサプライヤーはスターターキットに投資していますが、家庭での快適な使用には明らかに不十分です。 したがって、すぐに次の検索/購入/実行を開始します。
-切削工具-フライスカッター/彫刻機およびバー
-追加のコレットスピンドル
-テーブルのフィクスチャ
-分離および/またはチップ除去のシステム
はい、すぐに予約します。この記事は、KressなどのスピンドルまたはEr11コレットを備えた中国のチャックを備えた家庭用フライスについてのものです。 -彼は弱い)、第二に、機械式ツールは意味がありません-十分な力がなく、第三に、最低速度が6000回転であるため、ドリル-リーマー-タップ-フライ-カッターが利用できません。
切削工具
私たちはフライス盤を持っているので、そもそもフライスについてはどうでしょうか。 フライスは次のように分類されます。
1.最先端のプロファイル
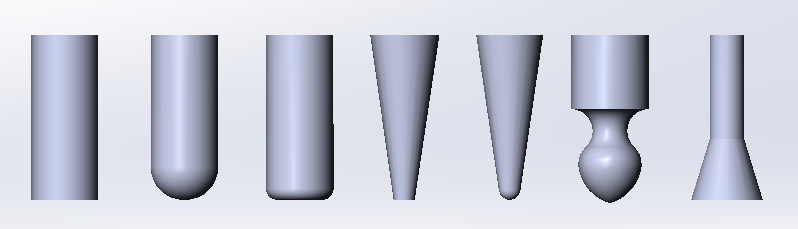
1.1。 ストレート(エンドミル)-円筒形の作業領域を持つミルで、理想的には完全に長方形の底を持つ溝を与える
1.2。 ラウンド(ボールミル)-半径で終わる作業領域を備えたミルで、理想的には半径の壁のある溝
1.3。 ブルノーズミル-丸みを帯びたエッジを備えたストレートカッターで、底が直線で溝がありますが、底と壁の間は放射状に移行します。
1.4。 コニカル(コーンミル)-半径または直線のプラットフォームで終わるコニカル作業領域を持つミル
1.5。 シェイプ(プロファイルミル)-CNCの場合、特定のプロファイルのフライスカッターは、作業を高速化するか、アンダーカットを作成するのに意味があります。
1.6。 ほぞ穴(スロットカッター)-T溝、アリ溝、O溝などのアンダーカットのある溝を作成するためのフライスカッター
2.切りくずの除去方法
1.1。 切りくずを取り除くスパイラル-ほとんどの材料で動作します。
1.2。 ストレート、ハーフパイプミルでもあり、ロシア文学の彫刻家です-チップ除去なしで、合板、ゲティナックなどの層状材料に適しています、またはスパイラルカッターがテーブルの上に材料を上げることができる場合、プラスチックシートを切断する
1.3。 切りくずを除去したスパイラル-ラミネートの場合、ラミネートコーティングの最も均一なカットを確保することが重要な場合
1.4。 スパイラル圧縮-可変スパイラルを備えたフライスカッター、下部は切りくずを、上部は下向きに、両面ラミネート用、ほとんどの場合アルコボンド/ダイボンドを切断します。
3.切れ刃の数
プラスチック/木材を扱うには、通常、サイズの全範囲でシングルツーフェザーカッターで十分です。4〜6mmの色ですでに3〜4色が必要な場合があります。
4.作業部とシャンクの比率
4.1。 均一-同じ動作部分とシャンク。
4.2。 ゼロ-シャンクは作業部よりも広いです。 小型カッター用。
4.3。 拡張-多くの場合、定形フライスでは、販売されている通常のカッターは見ませんでしたが、私は自分でそれを行いました。シャンクはすでに機能しています。
5.材料、シャープニング角度、スパイラル角度、コーティングなど
ここにリストするのはおそらく役に立たないでしょう-多くの技術があります。 アリで購入する場合、メーカーが推奨する材料と処理の品質(ラフ/ファイン)を通常書いていることに注意する価値があります。カタログ内の著名なメーカーの外部的に類似のフライス(スパイラル、1回実行、黄色)およびこのデータに焦点を当てます。
それとは別に、非常に小さな切断要素が多数あり、比較的強力なコアを備えたホウ素カッターを強調する価値があります。 このようなカッターは、研削、薄層の除去、硬い材料の彫刻など、材料の仕上げまたは表面処理用に設計されています。
理論的には、マシンでドリルを使用できますが、速度を考慮することを忘れないでください。 それでも、ドリルは通常、回転が800 rpmを超えることはめったにないドリル用に設計されており、少なくとも6,000のスピンドルが議論されています。 ただし、小さなドリルではこれはプラスになりますが、3 mm以上になる場合は、まずコーティングドリルを購入し、次にドリルが過熱する時間がないようにドリルパスを構築します。
コレットとアダプター
弊社のサプライヤーは、せいぜいロシアの再販業者であり、最悪の場合は中国の再販業者なので、キットを最小限に抑えることに価値があります。 しかし、工作機械での多かれ少なかれ深刻な作業は、おそらくシャンクが異なる特定の数のカッターの存在を意味します。 理論的には、販売中のアダプターがあります。シャンクが3 mmのミルを6 mmのコレットに挿入できる追加のコレットがありますが、これは最初に剛性を低下させ、次にカッター取り付けの精度を低下させることを覚えておく価値があります。
もちろん、コレットのセットは使用済みのカッターの二次的なものです。すでにカッターのセットを決定している場合は、セットのコレットを哲学して入力することはできません。 ただし、コレットは通常、フライスカッターよりもアクセスしにくく、フライスカッターがあり、そのためのコレットが3週間中国から予想される状況に陥ることがありますので、6 mm(最大)、4 mm(ほとんどの場合)その下には小さなフライスと円錐彫刻機)と3mm(滑らかな仕上げフライス)があります。
Er11規格は、0.5刻みで0.5 mmから7 mmまでの全範囲を意味します。 コレットは0.5-1、1-1.5、2-2.5 mmなどになります。
クレスのスピンドルには独自のコレットがありますが、スピンドル自体とクローン/偽物の普及のため、コレットを入手することは問題ではありません。 店舗では、通常、3、4、5、6、8 mm + 3.175 mmの「アメリカ規格」のコレットがあり、borfrezyと彫刻家がいます。 さらに、コレット自体は4部構成です。 クランプ範囲は数十を超えることはほとんどないため、3.5 mmシャンクでミルをクランプすることはまったくありません。 ただし、これは家庭での使用では問題になりそうにありません。
コレットは通常、ナッツとは別に販売されています。 原則として、コレットを1つのナットに投げても問題はありませんが、私は怠け者であり、小さなものがありますが、ゴミを投げるとスレッドにスレッドが挿入される可能性があり、これはスレッド化にとって危険です
テーブルファスナー

ほとんどのホームルーターには、Tスロットテーブルまたはネジ穴のグリッドが付いたテーブルが装備されています。 どちらの場合も、最も一般的なファスナーは、1つのネジ穴と2番目の滑らかな穴があるスチールまたはアルミニウムのクランプのように見えます。 TボルトがTスロットに挿入され、クリップホールを通過してナットで固定され、2番目のボルトがクリップをテーブルから押し出します。 通常、機械には4つのクランプが付属しますが、集中的な操作では非常に早く故障します。ねじとクランプのねじ山が切れます。 Tボルトの代わりに中国人が通常のボルトとTナットをキットに入れることもありますので、すぐにTボルトの交換をお勧めします。

後部(スラスト)ネジの代わりに、素材または特殊な段付きウェッジを取り付けることができますが、滑りやすいプラスチックの場合、これにより破損する可能性があります。

クランプに代わるものとして、マシンバイスがあります。これは、高さを最小にし、テーブルへの取り付けに適したハンドル(またはターンキー)を備えた特別なバイスです。 プラス-材料を取り付ける際の手間が少なく、再現性があり、相対的な精度が向上します。 同様の小さなワークを使用する場合は、人生の中で一度ヨーを設定し、座標を書き留めてから開始できます。 短所-完成した万力の大部分は最低20〜30 mmの高さであり、議論されたマシンはポータルの下で70 mmを超えることはめったにありません。
別のオプションは、ワークピースをテーブルに接着することです。 奇妙なことに、優れた両面テープの保持力は、プラスチックはもちろんのこと、カラーメットの穏やかな彫刻にも十分です。 言及されていないローランドには、指示書にもスコッチテープについて書かれたものがありました。 不利な点は明らかです:可変的な信頼性、そして最も重要なこと-完成した製品を引きちぎってテープからきれいにすること。
そして最後に-家庭用機械のエキゾチック、真空クランプ。 原則として、それほど難しいことではありませんが、追加の真空ポンプが必要で、少なくとも10 mmの高さが必要です。
絶縁およびチップ除去システム
自宅でルーターを使用する際の最も一般的な問題の1つは、ノイズとほこりです。 そして、まだノイズと調和することができるなら、塵は明確に吐き出されます。 また、石/ゲティナック/ガラス/複合材加工の場合、ほこりも有害です。
闘争には2つの選択肢があります:スピンドルにブラシを取り付けた掃除機での積極的な吸引と、機械の「キャビネット」の作成。

ブラシは良いように見えますが、何時間もの軌跡を描くと、掃除機のro音が家の中に独特の雰囲気を作り出します。 さて、深いサンプリングがある場合、ブラシの山は絶えず曲がり、非常に急速に劣化します。 したがって、吸引システムは最大のフライスにのみ残し、小さなものは透明なポリカーボネートとラミネートからキャビネットに移しました。 もちろん、それほどコンパクトではありませんが、キャビネットは少しの音とほこりを消します。
「若い戦闘機」の私の個人的なセット
そして最後に-小さなボーナス。 「フライングファイター」の個人用セット。新しいフライスカッターごとに購入/実行します(主な作業は、PP、POM、PET、複合材を使用した金型の3Dフライス加工です)。
カッター:
- 6 mmシングルスタートストレートロング-エッジ40 mm、全長75、中国語。
- 6 mmボールペングッド(Widia / Makestag / SGS)
- 4 mmシングルスタートストレートロングチャイニーズ
- 3 mm双方向ストレートロンググッド
- 長さ3 mmのダブルエントリボール
- 1.5 mmロングネックストレート
- 通常のボールネックで1.5mm
- 通常のボールネックの場合は0.8 mm、丸いヒールの場合は0.8 mmの円錐形。
コレット:3、4、6 mm、すべてナット付き。
ファスナー:硬化Tネジ80 mm +止め具用硬化ネジ。
キャビネットは自家製です。
産業用掃除機。 原則として、今では底のないキャビネットを思いつきました。そこにはチップが箱自体に注がれるので、掃除機はあまり必要ありません。 しかし、その前に-私は私たちがマシンを置くすべての新しい場所で買った、オフィスから掃除機なしでは、削りくずを取得することは非常に困難です。
このセットは、99%のケースで十分です。
これについては、次回、ソフトウェア、処理の一般的な概念、および処理戦略について少し説明します。
UPD。 サイクルの他の記事:
3Dプリンターの代替としてのホームCNCルーター、パート1-マシンの選択
3Dプリンター、パート3、ソフトウェアおよびGコードの代替としてのホームCNCルーター
3Dプリンターに代わるホームCNCルーター、パート4。 一般的な処理の概念