
3Dプリンティングの普及により、ジオメトリと耐候性に高い要求がある有用なものを印刷することが可能になりました。
この記事では、このテクノロジーを使用して高精度モデルを製造し、その挙動を経時的に分析することの適切性について説明します。
はじめに
クリティカルベンチュリノズルの特性を評価することにしました。このノズルのクリティカルセクションの直径は、特定の流量に正確に対応しています。 現在、重要なノズルは理想的なディスペンサーであり、すべての主要な基準ガス流量設定で使用されています。

素材-ABSプラスチック; ABSプラスチックの特性
印刷の精度は150ミクロンです。
流量を決定するために、「EU-3」ユニットが使用されました。これは、GET 118-2006の体積および質量ガス流量単位の州の主要標準の一部であり、0.11%(k = 2)の拡張不確実性を備えています。
処理媒体-空気、実験期間:76日。
図面による推定推定流量は10 m 3 / hです。
期待
絞り装置は、CNCマシンで作られた高精度で高価な製品と同じ機能を備えた印刷ノズルの能力をテストするために、トロイダルネックで設計されました。 製造コストの違いは一桁小さいです。
表面をより正確に作成すればするほど、圧力損失を引き起こすエネルギー損失が少なくなります。
一般的に、自然なバランスは完全に観察されます。生産に費やされる-使用中に保存される。
現実
ノズルは、のどに顕著な段差があるリブ状になっています。 プラスチックの色は灰色です。
そして、もちろん、すべての可能な場所から空気を取り入れました(層の構造はそのようなものでした)。 そして、私が思った私の頭の後ろを引っ掻いて、きつさを約束した人は誰ですか?

ノズルの漏れをなくし、光沢のある表面を与えるための対策が取られました
製品をプラスチシンで無意味に染色し、何らかの理由で亀裂をブロックすることで状況を修正すると思ったので、 3D印刷オブジェクトを滑らかにする利用可能な技術の記事を思い出しました。
滑らかなリスは素晴らしく見えた。 試します...
一日後
表面は大きく改善されています。 一般に、ここでは、ペアを使用してコンテナ内のモデルの時間、方向、および場所を選択して長時間実験できます。 すぐに大きな変形を受け取りたくなかったので、プロセスを頻繁にチェックして再保険をかけました。
中間の目標が達成され、モデルはもはやサイフォンではありませんでした。
最初の1週間は、モデルへのストレスを控えてください。
3日間ファンの下で製品を「乾燥」させましたが、爪の痕跡がまだ表面に残っていました。
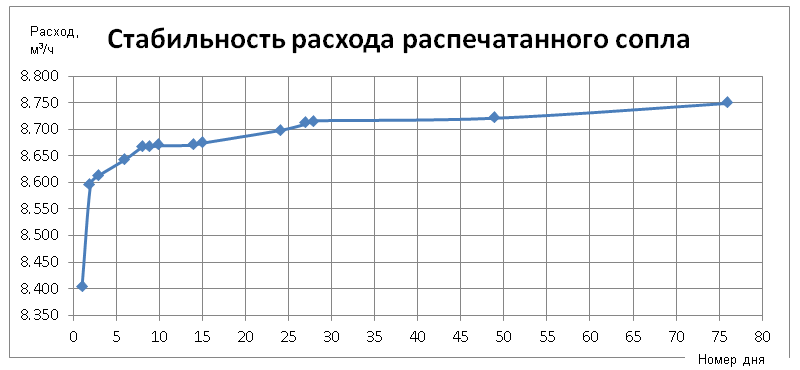
次の76日間、首の直径は正の方向に変化し、1つの既知のコースに従ってまだ浮いています。
ノズルは、狭窄デバイスのスロート壁の「融合」により、計算された体積流量に達しませんでした。これにより、クリティカルセクションが減少しました。 一般的な比率は保持されます。
おわりに
1. 3DインクジェットプリンターでABSプラスチックでジオメトリが正規化されたモデルを印刷することはお勧めできません。
2.モデルには漏れがあります。 追加の処理を行わないと、使用できません。 処理後-経時的なジオメトリの変化は、ジオメトリパラメータに悪影響を及ぼします。
3.完全に強化するには、換気の良い場所で最大3週間必要です。
4.タンパク質は優れています。